立方氮化硼CBN(Cubic Boron Nitride)是20世紀50年代首先由美國通用電氣(GE)公司利用人工方法在高溫高壓條件下合成的,其硬度僅次于金剛石而遠遠高于其它材料,因此它與金剛石統稱為超硬材料。
CBN具有較高的硬度、化學惰性及高溫下的熱穩定性,因此作為磨料CBN砂輪廣泛用于磨削加工中。由于CBN具有優于其它刀具材料的特性,因此人們一開始就試圖將其應用于切削加工,但單晶CBN的顆粒較小,很難制成刀具,且CBN燒結性很差,難于制成較大的CBN燒結體,直到20世紀70年代,前蘇聯、中國、美國、英國等國家才相繼研制成功作為切削刀具的CBN燒結體——聚晶立方氮化硼PCBN(Polycrystalline Cubic Boron Nitride)。從此,PCBN以它優越的切削性能應用于切削加工的各個領域,尤其在高硬度材料、難加工材料的切削加工中更是獨樹一幟。經過30多年的開發應用,現在已出現了用以加工不同材料的PCBN刀具材質。
1 PCBN刀具材料及其切削性能
1.1 PCBN刀具材料的種類
按添加成分分:有直接由CBN單晶燒結而成的PCBN和添加一定比例粘結劑的PCBN燒結體兩大類;按制造復合方式分:有整體PCBN燒結塊和與硬質合金復合燒結的PCBN復合片兩類。目前應用較廣的是帶粘結劑的PCBN復合片,根據添加的粘結劑比例不同則PCBN硬度也不同,粘結劑含量越多則硬度越低、韌性越好;粘結劑種類不同,則PCBN的用途也不同,如表1所示為常見粘結劑的PCBN刀具及其用途。
表1 常見粘結劑的PCBN刀具及其用途
1.2 PCBN刀具的切削性能
由于CBN晶體與金剛石晶體都屬閃鋅礦型,且晶格常數相近,化學鍵類型相同,因而CBN具有接近金剛石的硬度和抗壓強度,又因為其是由N、B原子所組成,因此具有比金剛石更高的熱穩定性和化學惰性。PCBN刀具材料主要性能如下:
1) 具有很高的硬度和耐磨性。CBN單晶的顯微硬度為HV8000~9000,是目前已知的第二高硬度的物質,PCBN復合片的硬度一般為HV3000~5000。因此用于加工高硬度材料時具有比硬質合金及陶瓷更高的耐磨性,能減少大型零件加工中的尺寸偏差或尺寸分散性,尤其適用于自動化程度高的設備中,可以減少換刀調刀輔助時間,使其效能得到充分發揮。
2) 具有很高的熱穩定性和高溫硬度。CBN的耐熱性可達1400~1500℃,在800℃時的硬度為Al2O3/TiC陶瓷的常溫硬度,因此,當切削溫度較高時,會使被加工材料軟化,與刀具間硬度差增大,有利于切削加工進行,而對刀具壽命影響不大。
3) 具有較高的化學穩定性。CBN具有很高的抗氧化能力,在1000℃時也不產生氧化現象,與鐵系材料在1200~1300℃時也不發生化學反應,但在1000℃左右時會與水產生水解作用,造成大量CBN被磨耗,因此用PCBN刀具濕式切削時需注意選擇切削液種類。一般情況下,濕切對PCBN刀具壽命無明顯提高,所以使用PCBN刀具時往往采用干切方式。
4) 具有良好的導熱性。CBN材料的導熱系數低于金剛石但大大高于硬質合金,并且隨著切削溫度的提高,PCBN刀具的導熱系數不斷增大,因此可使刀尖處熱量很快傳出,有利于工件加工精度的提高。 #p#分頁標題#e#
5) 具有較低的摩擦系數。CBN與不同材料的摩擦系數在0.1~0.3之間,大大低于硬質合金的摩擦系數(0.4~0.6),而且隨摩擦速度及正壓力的增大而略有減小。因此低的摩擦系數及優良的抗粘結能力,使CBN刀具切削時不易形成滯留層或積屑瘤,有利于加工表面質量的提高。
2 PCBN刀具應用于先進切削加工工藝
2.1 適用于高速及超高速切削加工技術
PCBN刀具最適合于鑄鐵、淬硬鋼等材料的高速切削加工。圖1示為PCBN刀具切削鑄鐵及淬硬鋼時刀具后刀面磨損與切削距離的關系,可以看出:當切削速度超過一定限度后,切削速度越高,PCBN刀具后刀面磨損速度反而越小,即高速切削下刀具的壽命反而高,這一特點尤其適合現代高速切削加工。

圖1 不同速度下PCBN刀具的磨損
2.2 硬態切削加工技術的最佳刀具材料
對淬硬件(硬度HRC55以上)的精加工,通常采用磨削加工方法來完成,然而隨著刀具材料發展及車床(尤其是數控車床)加工精度的提高,以硬態切削代替磨削來完成零件的最終加工已成為一個新的精加工途徑,這種以車代磨的工藝方法有以下優點:
1) 可提高加工柔性,突破了砂輪磨削的限制,通過改變切削刃及走刀方式可以加工出幾何形狀各異的工件;
2) 切削加工中的環保問題日益嚴峻,磨削加工產生的廢液和廢棄物越來越難以處理和清除,而且對人體有害,而硬態切削無須加冷卻液,意義重大;
3) 切削效率高,加工時間短,設備投資費用小,可降低加工成本;
4) 切除相同體積所消耗的能量僅為磨削的20%,因此產生的切削熱較少,加工表面不易引起燒傷和微小裂紋,易于保持工件表面性能的完整性;
5) 同樣金屬去除率情況下,硬態切削較磨削節省能源。
通常用于硬態切削的刀具材料有陶瓷、TiC涂層刀片及PCBN刀具材料,但要在較高速度(1000m/min以上)下進行硬態車削,PCBN是最佳刀具材料品種。如在汽車變速箱同步器套撥叉(材料為20CrMnTi,硬度為HRC58~62)加工采用以車代磨后,效率提高4倍以上,加工成本降低為原來磨削工藝的1/3~1/2。
2.3 進行干切削加工工藝的理想刀具材料
由于經濟與環保方面的原因,近幾年干切削加工方法已成為機械制造領域中的重點研究課題。我們首先來看一下濕切工藝由于使用切削液帶來的問題:
1) 長期暴露在空氣中或切削加工中由切削熱造成的切削液霧狀揮發,容易污染環境、危害操作者健康,切削液中的硫、氯等添加劑危害更大,影響加工表面質量;
2) 切削液的使用影響加工成本,據統計,切削液占生產成本的15%,而刀具費用僅占3%~4%;
3) 切削液的滲漏、溢出會污染環境,易發生安全、質量事故;
4) 切削液的傳輸、回收、過濾等裝置及其維護費用較高,增加了生產成本。
由于以上原因,干切削加工工藝已在西方工業發達國家有了相當的應用。由美國Makino公司推薦的“紅月牙”(Red Crescent)干切工藝,既可以充分發揮刀具的切削性能,與濕切相比又能大大提高生產率。其機理是由于切削速度很高,產生的熱量聚集于刀具前部,使切削區附近材料達到紅熱狀態,屈服強度下降,進而達到提高切削效率的效果。采用紅月牙干切削工藝的前提條件是在較高切削溫度下,被切材料強度有明顯下降,變得易切削,而刀具材料的強度在同樣狀態下要有較好的紅硬性及熱穩定性,還要有較好的耐磨性和抗粘結性。
適用于干切工藝的刀具材料有陶瓷、金屬陶瓷、涂層硬質合金及PCBN刀具材料等等 ,但就紅硬性和熱穩定性來說,PCBN材料是最適合干切工藝的刀具材料,且由于PCBN刀具材料具有上述優點,更適于高速條件下的干式切削加工,圖2為用PCBN刀具切削灰口鑄鐵干切削和濕切削兩種情況下的對比,可以看出:PCBN在高速干切情況下,比濕切削具有更高的刀具壽命。 #p#分頁標題#e#
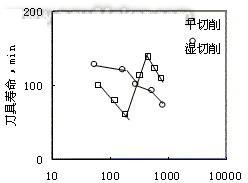
圖2 干切和濕切鑄鐵時PCBN刀具壽命的對比
2.4 適應于自動化加工及難加工材料加工
PCBN刀具有很高的硬度及耐磨性,能在高切削速度下長時間地加工出高精度零件(尺寸分散性小),大大減少換刀次數和刀具磨損補償停機所花費的時間。因此,很適合于數控機床及自動化程度較高的加工設備,并且能使設備的高效能得到充分發揮。
在難加工材料應用方面,PCBN刀具也顯示了其卓越的性能,如表面噴焊(涂)材料的加工,用其它材料刀具加工,刀具壽命極低,也無法采用磨削方法加工,而PCBN是惟一適合的刀具材料;又如,在石油電站設備中使用的高合金耐磨鑄鐵,采用PCBN刀具較硬質合金刀具提高切削效率4倍以上,單件刀具成本下降為原來的1/5。另外在硬質合金等燒結材料的切削加工方面,PCBN刀具也顯示了很好的切削性能。
2.5 PCBN刀具的應用事例
由于PCBN具有較高的硬度和耐磨性,在高溫下不與鐵族金屬起反應的化學惰性,因此主要用于高硬度材料及難加工材料的切削加工,如淬硬鋼、高合金耐磨鑄鐵、高溫合金、高速鋼、表面噴焊材料、燒結金屬材料等難加工材料的切削加工。
1) 加工淬硬鋼,可起到以車代磨的效果,由于切削深度比磨削深度大十幾倍以上,因此加工效率高,表面不產生燒傷。如以車代磨加工變速滑動齒輪(20CrMnTi,硬度為HRC 58~62)時,切削比原磨削加工效率提高4倍以上。
2) 加工高合金(含鎢或鉻18%)耐磨鑄鐵,切削速度較硬質合金刀具提高10倍以上,切削效率提高4倍以上。
3) 加工高鈷鉻鉬耐蝕耐熱合金,PCBN刀具切削速度為160m/min,是硬質合金刀具的8倍。
4) 加工熱噴涂(噴焊)材料,表面噴焊件無法用磨削加工,而用硬質合金刀具切削效率極低,改用PCBN刀具后可提高加工效率,節省加工費用50%以上。PCBN刀具還可用于有色金屬的精密切削及燒結金屬的切削加工等等。
3 PCBN刀具使用上的注意點
如果正確選擇切削用量、刀具幾何參數及其他加工條件,則PCBN是一種高效長壽命刀具,能創造很高的經濟效益,但如果使用方法不當,則會造成很大的浪費。
1) 合理選擇切削用量:切削速度要根據被加工材料進行選擇,一般要大大高于硬質合金刀具。切削硬度HRC55~65的淬硬鋼可選切削速度為80~120m/min,由于PCBN切削硬材料是將切削區內微小區域的金屬軟化而進行的,因此切削速度過低時,就不能發揮PCBN刀具的切削性能。進給量一般不能大于0.2mm/r,背吃刀量一般選擇小于0.3mm。
2) 合理選擇刀具幾何參數:由于PCBN刀具的韌性高于陶瓷,低于硬質合金,因此刀具幾何參數的選擇主要考慮的就是保證刃口強度,刀具前角一般選擇(0°~-10°),后角選擇較小,為10°左右。除特殊要求外,為保證刀尖強度,刀尖角一般不要小于90°;刃口要磨出負倒棱,一般取為0.2mm×(-15°~-30°),使用前要用30~50倍放大鏡對刀具進行檢查,確保刃口無崩刃。
3) 冷卻與潤滑:對其他材料刀具,采用冷卻潤滑液有利于提高加工表面和延長刀具壽命,但對PCBN刀具除極特殊情況下,不加冷卻液同樣可達到理想的加工質量和較長的刀具壽命,對PCBN刀具來說是怕軟不怕硬。若使用冷卻液,則不能使用水溶性冷卻液,因為CBN易在1000℃產生水解作用,造成刀具嚴重磨損。
4) 對機床的工藝系統:由于PCBN刀具多用于淬硬鋼及耐磨鑄鐵等難加工材料的切削加工,且刀具有負倒棱,因而徑向力較大。這就要求機床剛度和精度要好,系統振動要小,刀具安裝時懸臂要小,PCBN刀具不宜用于荒面加工。
目前,雖然PCBN刀具材料的價格相對硬質合金及陶瓷刀具的價格還偏高,但均攤到每個工件上的刀具成本卻低于其他材料刀具,采用先進切削加工工藝時,若將磨削機床等設備投資攤入生產成本,則PCBN刀具的使用會帶來更大經濟效益。對一般中小企業來說,精加工工序的磨削加工始終是制造過程的瓶頸,若購置性能好的車床,采用PCBN刀具,應用以車代磨等先進切削加工工藝,即可節省設備投資、提高生產率,又可大大增加加工過程的柔性。另外,目前由于人員費用的增大及環境保護方面的要求,大力推廣使用PCBN刀具,充分發揮其潛在效能,提高切削加工技術水平也是具有重要意義的。#p#分頁標題#e#
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF
- 2021-08-29機械制圖與AutoCAD [李志明 主編] 2014年PDF下載