隨著數控機床的不斷普及,高精度、高性能數控機床的不斷出現,數控機床逐漸從單重的高效,逐漸向高效和高精度發展。因此高精度數控機床慢慢成為型號關鍵件的首選機床,但是我國引進高精度數控機床為數不多,相關經驗比較缺乏,加之機床造價較高,甚至是普通機床的十倍、百倍,對機床的選型造成一定難度和風險。本文就我廠某型號關鍵件的加工機床選型,對機床選型的步驟和應當注意的問題進行了闡述,以供相關人員在機床選型時以做參考。
2.零件分析
薄壁環類零件在加工中經常遇到的三大難題:1)裝夾易變形;2)加工變形,加工中裝夾狀態下的零件尺寸與釋放后的狀態不一致;3)薄壁難以測量。該零件材料為鑄鋁(ZLCuMn),主要特點是跨距大、薄壁、易變形、加工精度要求高:2-φ90±0.01,2-φ72±0.01,同軸度φ0.01,垂直度0.01,位置度0.01。零件圖及形位精度如圖1所示。

圖1 加工零件
3.機床選型
從以上分析可看出,該零件尺寸大,四孔的形位精度要求特別高。若采用普通鏜銑床加工,精度尺寸一致性很難保證,裝夾難度大,需反復找正。應此轉換加工思路,采用一次裝夾,一次加工完成的工藝措施來保證零件的尺寸要求。因此從該零件加工需要以及加工能力儲備考慮,決定選購可立臥轉換、帶轉臺的五軸五聯動機床,并針對機床制定如下主要技術要求:
表一 機床配制要求
一般來說,一個完整的機床系統主要包括:高的靜/動剛度支承構件(機床的基本結構);高精度、高穩定性的主軸;高控制精度的進給系統;高精度及可靠性的 CNC 系統;高效的冷卻系統;安全防護與實時監控系統等。
如何有選擇地購買切削機床,怎樣將切削機床融入現有的加工機制中,還有諸多的不確定性,該方面的技術知識還很片面。應用合理、可靠的結構化程序,可以比較安全、穩妥地去選擇切削機床。下面將介紹一種有組織、有步驟地購買高速切削機床并將其應用到現有的生產環境中去的方法,該方法包括五個階段(如圖2)。
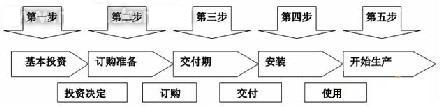
圖2 選購高速切削機床的步驟
3.1 基本調研
購買CNC機床,調研過程類似于購買其它普通機床。如圖3,首先從工廠中抽調出部分員工組成“項目小組”,其職能應該包括:工作計劃、生產、購買、控制等。
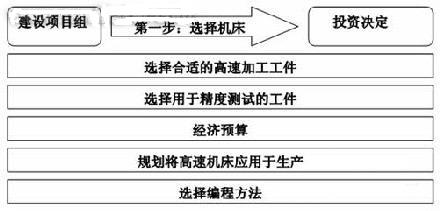
圖3 購買高速機床第一步
該“項目小組”主要有以下工作。首先是選擇基本上適合于機床加工的工件,并選擇一兩個將來用于新機床驗收測試的工件, 尤其是有關精確性和時間方面的測試。其次,初步計劃將新的高速機床應用于生產需要加工的相關工作,并分析評估現有的編程過程能否用于新的工件,是否需要采用新的工藝措施。
3.2 訂購準備工作 #p#分頁標題#e#
當對購買高速切削機床的基本決定做出積極的評估之后,第2步工作即來決定購買哪一種機床(如圖4)。
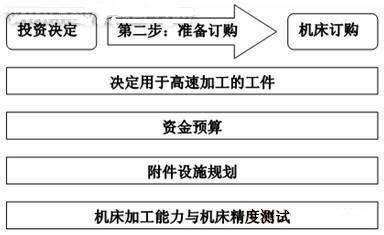
圖4 購買高速機床第三步
第2步中有兩項工作是整個購買過程中最為關鍵的部分。首先從選取和要加工零件結構及精度相一致的試切件,用于在該機床上試切。以此考慮機床功率、精確度以及可能的加工極限能否滿足要求。為了精確預算總投資花費,在本階段必須對相關附件設備及任何可能需要的資金從細節上進行精密計劃。其次,在本階段最重要的一個環節就是要對機床的性能和精度方面進行測試,該測試當然也針對那些在考慮范圍之內的機床。
在機床滿足加工要求的情況下,刀具的精度及剛性是影響零件精度的另一至關重要的因素。應此刀具配置又成為另一大難體,它不僅決定著零件最終是否能加工出來,而且也影響著機床能否充分發揮其功能,能否提高機床的使用效率。為實現該零件的加工,經多方比較后選用SECO的刀具。圖5為部分刀具的配置表。
圖5刀具的配置表
3.3 交貨期間的工作
在遞交定貨單和交貨這段時間內,必須完成所有的準備工作,使得在機床交接工作完成之后可立刻按照預定計劃開始生產實驗工作,而沒有任何的拖延。第 3 步驟具體細節可參考圖6。
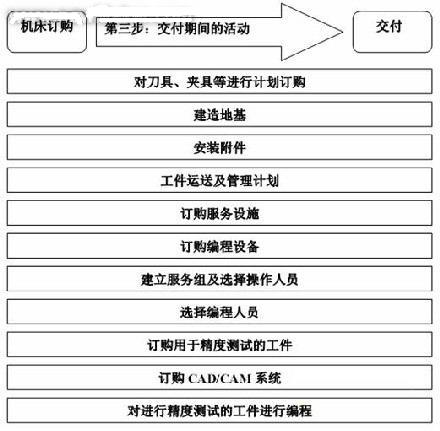
圖6 購買高速機床第三步
3.4驗收和生產啟動
機床到廠進行安裝后,第一項工作就是根據當時所簽訂的合同中各項條款對機床進行驗收,驗收過程應影相當謹慎,相關人員必須到場,并做好記錄。各項參數調試合格后便進入樣件試加工階段。

圖7 購買機床的第四、第五步
機床驗收中,從兩個角度對機床進行考評。首先使用國際標準試件對機床的幾何精度進行測試,標準試件如圖所示。其次,對圖1中所示的零件進行試加工。進反復修正機床參數、改進加工策略,最終加工出合格的試件,完成了機床的交付工作。
加工出來的合格零件如圖8所示:

圖8 加工零件
4.總結
以上對機床選型和配置的整個流程,并結合我廠某臺設備的實際引進過程,從理論和實際兩個方面結合詳盡的描述了高精度數控鏜銑床的選型和配置的整個流程。先從零件的設計要求和工廠生產角度出發,選擇合適的機床,再從經費、人員等方面制定相應的技術指標,然后對后續的驗收及安裝應注意的相關事項做了描述。希望本文對相關企業及工廠在引進設備時能起到一定的借鑒作用。
相關文章
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-19十天成為繪圖高手AutoCAD 工程繪圖禁忌與技巧 [劉朝暉
- 2021-08-19數字化成圖-最新AutoCAD地形圖測繪高級開發PDF下載
- 2021-08-18完全實例自學AutoCAD 2012機械繪圖 [唯美科技工作室
- 2021-08-18完全實例自學AutoCAD 2012建筑繪圖 [唯美科技工作室
- 2021-08-10中文版AutoCAD 2002輔助設計入門與提高PDF下載
- 2021-08-10中文版AutoCAD 2012機械制圖培訓教程 [導向工作室 編
- 2021-08-08中文版AutoCAD 2014電氣設計 [高淑娟 編著] 2014年PDF
- 2021-08-06中文版AutoCAD 2015建筑設計與施工圖繪制實例教程 [麓