工藝路線的確定(主要是工序排序)是工藝設計合理與否的關鍵,也是工藝設計的難點之一。工序排序針對性強,要考慮的因素很多,處理方法在生產實踐中非常靈活。創成式CAPP系統,無論是分級、分階段的約束驅動排序,或者是T.C.Chang的方法,將排序約束分為靜態約束和動態約束,在兩個層次上進行工藝路線排序;或者轉化為所謂的拓撲排序,雖然都有可取之處,但在決策實現上也都有一些問題:難以表達和提取工藝知識,決策方法與工藝人員的思維習慣不符,決策邏輯的實現存在著較多困難。
工藝路線決策一般是從零件整體考慮的,同一大類零件都有其基本固定的工藝順序,并有工廠的固有習慣,完全從無到有地創成工藝順序的情況較少。工藝路線主干約束匹配法以零件大類為基礎抽取工藝路線決策知識和設汁推理機,將能較好地解決這個問題。
1 基本思想
主干約束匹配法的基本思路是:以零件的分類層次結構為基礎,總結和歸納各類零件工藝路線的共性,組成一組或幾組加工序列規則集,稱為工藝路線主干。工藝路線推理機以工藝路線主干為依據,考慮加工方法、生產批量、零件幾何形狀、制造環境等約束條件,對工藝主干進行自動匹配并進行適當的修正,以推出新零件的工藝路線。主干約束匹配法基于成組技術和專家系統技術,不同于派生式方法,因此更能滿足工藝決策自動化的需求。基本過程可用圖1表示。
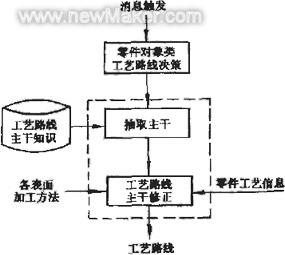
圖1 主干約束匹配法流程
2 工藝主干的抽取和表達
1) 零件信息描述
由于同一大類零件,特征類型、數量和相互關系有相似之處,相同部位的特征類型、尺寸和精度有些是相同或相近的。因此,本文針對幾個零件大類、分別建立其相應的工藝信息描述格式。
例如,采用“方位特征法”描述箱體類零件的工藝信息:
a. 將零件分為六個方位:前端面、后端面、左側面、右側面、頂面和底面,在每個方位上描述各特征信息。以三位數字進行編號,如“102,HOL”表示前端面上序號為2的通光孔。在兩特征編號之間描述位置精度。在表頭信息中描述材料、毛坯、批量、名稱等數據;無須切削加工的內腔鑄造特征,與工藝設計關系不大,不予描述。根據需要,用JLBM-1系統對零件編碼。
b. 設定統一坐標系,確定各特征的空間位置:以主支承孔(如床頭箱主軸孔)的軸心線為Z軸,指向后端方向為正向,X軸為水平向右,坐標原點為主支承孔入口孔心。按此方法可以確定六個方位坐標的取值,如前端面特征的坐標值為(±X,±Y, O)。
c. 引入零件信息輸人模板的概念來最大限度地減少信息輸入工作量。模板是同類零件信息描述的樣板數據文件,有較多的輸人參考項和缺省內容。
又如連桿類零件可以描述為:材料、毛坯類型、批量、編碼、大頭孔徑及偏差和粗糙度、小頭孔徑及偏差和粗糙度、大頭端面距及偏差和粗糙度、小頭端面距及偏差和粗糙度、孔中心距及對稱偏差、孔中心線對端面的垂直度、兩孔中心線平行度、輔助特征描述。
2) 知識抽取和表達
工藝路線主干是零件加工的全局知識,建立在同類零件加工的共性(普遍性)基礎上。重點考慮零件主要特征加工工序的安排。只抽取各類零件加工順序的共性(加工方法與加工對象),拋棄其個性(工序尺寸、設備、工裝、切削用量等)。
只列出零件有代表性的特征和主要特征的加工順序。所謂有代表性,指某一方位中的同類特征中的一個。例如,某零件側面有相同精度的孔若干,則工藝路線主干中只列出其中一個孔的加工次序。所謂主要特征,一般指零件的功能特征或精度高、難加工的特征表面。例如,機床床頭箱的主軸孔和底面。
另外,同類零件的粗基準和精基準一般是固定于某幾個重要表面(例如主軸箱體零件的主軸孔和底面)。這幾個重要表面常常是區分零件類的標志,在決策知識中直接給出。
按面向對象方法組織推理機和決策知識。子類繼承或重載父類的決策知識和決策方法。由于主干知識的獨立抽取,相關的推理機就可以設計成通用的或至少在某一大類零件中通用。
程序內部用框架結構表達主干知識,外部以獨立的知識文件形式存儲。由框架名、槽和約束條件三部分組成。每個框架有若干個槽,每個槽有若千個側面。
框架名{AKO槽:(零件所屬類別); PROP槽:(零件描述子框架);
Locating槽:(粗基準特征,精基準特征);
粗加工:(粗加工階段各工序);
半精加工:(半精加工階段各工序);
精加工:(精加工階段各工序);};
3 約束匹配過程
具體零件有其個性,因而必須對工藝路線主干進行約束匹配。過程如下:
加工方法和加工表面匹配 在工藝路線決策之前,零件各加工表面的加工方法鏈已經明確。從排序規則的第一個記錄開始,在零件特征信息中搜索排序規則中某一加工方法對應的加工對象特征,然后又在該特征的加工鏈中搜索相應的加工方法。若加工方法存在,則將此加工方法與零件相應特征的有關信息存入中間信息文件中。反復搜索,直到排序規則的所有記錄結束。每次搜索匹配的結果被依次記錄下來,最后形成相應零件的工藝路線主干。
此處存在一個問題,就是如何匹配排序規則中的加工對象特征和實際零件的加工對象特征。實際上,輸人零件原始信息采用信息模板的方法,而零件信息模板中,同一方位、同一功能的特征編號是相同的,所以按零件特征編號搜索就可以滿足要求。
工藝路線主干修正 在匹配過程中,必須根據零件的具體情況對工藝路線主干進行一些修正:
①加土方法約束修正例如,對于平面加工,精銑和精刨一般都可以達到尺寸精度IT7級和粗糙度Ra5.Oµm;在工藝路線主干中,如果只設置了精銑工序,但由于機床設備的限制,平面的加工方法鏈中只有精刨工序,此時,需將精刨代替精銑。又如,若某孔的實際加工鏈為“鉆+擴”,而工藝主干中列出該類孔的加工鏈為“鉆+擴+鉸”,則匹配時刪去鉸孔工序。
②特征修正存在兩種情況,一個是排序規則中的加工特征在零件信息中沒有對應特征與其匹配,此時該加工特征所對應的工序應剔去;另一種情況是零件信息中存在排序規則中所沒有的工藝特征(假設為A),此時,必須搜索零件信息中與該特征同一方位的其它特征(假設為B)在排序規則中的位置,然后將A的加工方法鏈對應插入。
4 示例
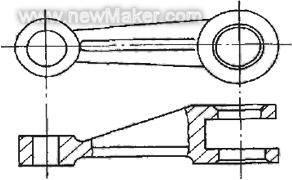
圖2 連桿零件圖
以圖2零件為例。該類零件的功能、結構和制造工藝存在較多的相似性。但批量、毛坯類型(體蓋整體鍛或分開鍛)、結構和精度上的差異、制造設備的制約使得工藝過程也存在一定的差異。按批量和毛坯類型的不同設置4種工藝路線主干。以下為其中的一種:
{AKO槽:(中批量連桿);
PROP槽:(體蓋分離,IT_BIGHOL>=6,Ra_
BIGHOL>=0.5,IT_SMALLHOL>=5,Ra_
SMALLHOL>=0.5,IT_BIGFACE<=119
……);
粗基準槽:(大頭孔,端面2);精基準槽:(小頭孔、端面1);
粗加工:(粗磨端面I,鉆小頭孔,粗磨端面2,擴小頭孔,切開);
半精加工:〔磨結合面,裝體蓋,粗撞大頭孔,半精磨兩端面,螺紋孔加工);
精加工:(精磨兩端面,半精銼大頭孔,稱重去不平衡,精鏜大頭孔,珩磨大頭孔,壓銅套,精鏜小頭孔,終檢);};
某連桿零件為整體式,大端有深32m的槽,車間有拉床。按前述方法,對工藝主于進行了以下調整:(1)刪除“切開”和“裝體蓋”工序;(2)將螺紋孔加工改為銑槽;(3)將大小頭孔的粗加工和半精加工改為拉孔。人機交互式檢查調整之后,即可進人詳細的機床工序設計階段。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF