在普通車床上進(jìn)行多頭螺紋車削一直是一個(gè)加工難點(diǎn):當(dāng)?shù)谝粭l螺紋車成之后,需要手搖小刀架并用百分表校正,使刀尖沿軸向精確移動(dòng)一個(gè)螺距再加工第二條螺紋;或者打開(kāi)掛輪箱,調(diào)整齒輪嚙合相位,再依次加工其余各頭螺紋。受普通車床絲杠螺距誤差、掛輪箱傳動(dòng)誤差、小拖板移動(dòng)誤差等多方面的影響,多頭螺紋的導(dǎo)程和螺距難以達(dá)到很高的精度。而且,在整個(gè)加工過(guò)程中,不可避免地存在刀具磨損甚至打刀等問(wèn)題,一旦換刀,新刀必須精確定位在未完成的那條螺紋線上。這一切都要求操作者具備豐富的經(jīng)驗(yàn)和高超的技能。然而,在批量生產(chǎn)中,單靠操作者的個(gè)人經(jīng)驗(yàn)和技能是不能保證生產(chǎn)效率和產(chǎn)品質(zhì)量的。在制造業(yè)現(xiàn)代化的今天,高精度數(shù)控機(jī)床和高性能數(shù)控系統(tǒng)的應(yīng)用使許多普通機(jī)床和傳統(tǒng)工藝難以解決的問(wèn)題變得相對(duì)簡(jiǎn)單了一些,而且生產(chǎn)效率和產(chǎn)品質(zhì)量也得到了很大程度的保證。
一、CYCLE97指令的程序格式、加工步驟和參數(shù)說(shuō)明
1. 程序格式
程序格式如下:CYCLE97(PIT,MPIT,SPL,F(xiàn)PL,DM1,DM2,APP,ROP,TDEP,F(xiàn)AL,IANG,NSP,NRC,NID,VARI,NUMTH)。
2. 加工步驟
車刀快速移動(dòng)到起刀點(diǎn)(由DM1、DM2、APP確定),按照IANG指定的進(jìn)給切入角度和VARI指定的穩(wěn)定進(jìn)刀方式或者遞減進(jìn)刀方式開(kāi)始粗車,粗車次數(shù)由NRC指定,粗車總切深由牙型深度TDEP減去精車余量FAL得到。粗車結(jié)束后,通過(guò)一次精車將FAL加工余量切除,然后,根據(jù)NID指定的次數(shù),進(jìn)行空走刀修光,最后返回起刀點(diǎn),CYCLE97程序結(jié)束。當(dāng)加工多頭螺紋時(shí),每一條(頭)螺紋均按以上步驟車成后再開(kāi)始加工下一條(頭)螺紋。螺紋頭數(shù)由NUMTH指定,第一條螺紋在零件端面圓周方向上切入點(diǎn)的相位由NSP指定,其余各頭螺紋通過(guò)自動(dòng)改變刀尖在端面圓周方向上切入點(diǎn)的相位而依次產(chǎn)生。
3. 參數(shù)說(shuō)明
PIT——螺距;MPIT——米制粗牙螺紋的公稱直徑,范圍M3~M60(注意,PIT和MPIT在CYCLE97指令中只能選擇一項(xiàng)輸入。例如,M42粗牙螺紋,PIT項(xiàng)不用輸入,MPIT項(xiàng)輸入數(shù)值42;M95X2細(xì)牙螺紋,PIT項(xiàng)輸入數(shù)值2,MPIT項(xiàng)則為空值);SPL——螺紋起點(diǎn)軸向坐標(biāo)值;FPL——螺紋終點(diǎn)軸向坐標(biāo)值;DM1——螺紋起點(diǎn)直徑;DM2——螺紋終點(diǎn)直徑;APP——起刀點(diǎn)至螺紋起點(diǎn)軸向距離;ROP——退刀點(diǎn)至螺紋終點(diǎn)軸向距離;TDE——螺紋牙型深度;FAL——最后一次走刀的加工余量。以上參數(shù)如圖1所示。
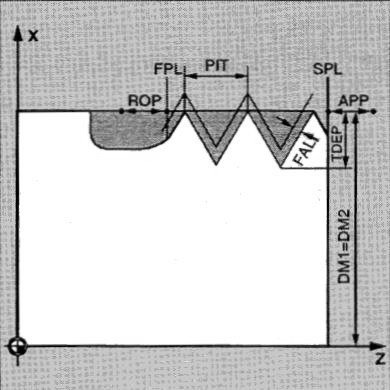
圖1
IANG——車刀徑向進(jìn)給切入角度,IANG值應(yīng)小于或等于牙型角的一半(當(dāng)從徑向垂直切入時(shí),IANG為0,也可以不輸入數(shù)值,機(jī)床默認(rèn)為0。IANG為正值,表示每一次走刀總是沿著牙型的同一側(cè)面進(jìn)給。IANG為負(fù)值,表示沿著牙型的兩個(gè)側(cè)面交互進(jìn)刀。IANG為負(fù)值的情況只適用于圓柱螺紋加工,在錐螺紋加工中,無(wú)論IANG為正或負(fù),每一次走刀始終沿著牙型的同一側(cè)面進(jìn)給),如圖2、圖3所示。#p#分頁(yè)標(biāo)題#e#

圖2
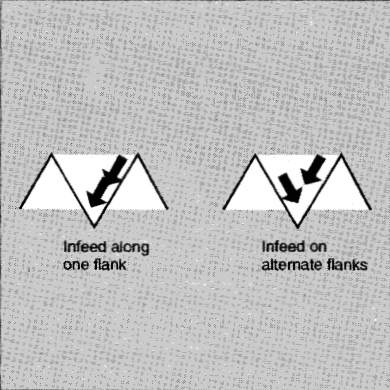
圖3
NSP——螺紋在零件端面圓周方向上切入點(diǎn)的相位(可以不輸入數(shù)值,機(jī)床默認(rèn)為0。當(dāng)車多頭螺紋時(shí),表示多頭螺紋的第一條螺紋在零件端面圓周方向上切入點(diǎn)的相位,如圖4所示)。

圖4

圖5
NRC——粗車走刀次數(shù);NID——最后空走刀次數(shù);VARI——每次走刀進(jìn)給切深的選擇方式(1表示加工外螺紋,穩(wěn)定進(jìn)給,每次走刀切削深度相等;2表示加工內(nèi)螺紋,穩(wěn)定進(jìn)給,每次走刀切削深度相等;3表示加工外螺紋,遞減進(jìn)給,每次走刀切削截面的面積相等;4表示加工內(nèi)螺紋,遞減進(jìn)給,每次走刀切削截面的面積相等,如圖5所示)。
NUMTH——多頭螺紋的頭數(shù)。當(dāng)車普通單頭螺紋時(shí),可輸入0或不輸入數(shù)值,機(jī)床默認(rèn)為0。
二、零件的結(jié)構(gòu)尺寸及工藝
1.零件簡(jiǎn)圖
零件簡(jiǎn)圖如圖6所示。
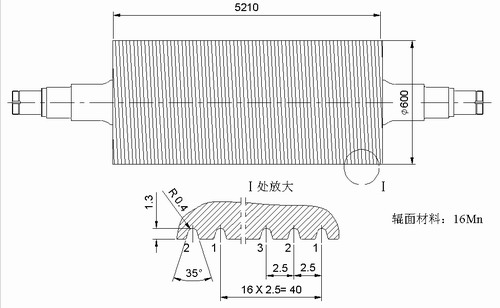
圖6 零件簡(jiǎn)圖
2.工藝
(1)刀具
刀桿型號(hào)為SANDVIK SVVBN 3225P16;刀片型號(hào)為SANDVIK VBMT 16 04 04-PM。
(2)加工參數(shù)
切削速度Vc=140m/min;主軸轉(zhuǎn)速n=75r/min。
(3)工藝方案
考慮到輥體直徑和長(zhǎng)度尺寸較大、加工余量較大、車刀易磨損等原因,故分成粗、精加工兩道工序。螺紋最終牙型尺寸和精度由精車保證。精車時(shí)加工余量為0.1mm,分兩次走刀,一次走刀切除剩余加工量,第二次空走修光。粗車時(shí)總切深為1.2mm,每刀進(jìn)給切深0.12mm,走刀次數(shù)=10次。
(4)每次走刀進(jìn)給切削深度的方式選擇
由于所選機(jī)夾刀具是非標(biāo)準(zhǔn)螺紋車刀(35°牙型角,非標(biāo)),該刀片前角、后角偏大,且無(wú)螺旋升角,導(dǎo)致切削力大,刀片強(qiáng)度差,所以采用穩(wěn)定進(jìn)刀方式,即將牙型深度分成若干次走刀完成,每刀進(jìn)給切深相同,這樣可獲得良好的切屑控制,并避免按遞減方式走刀時(shí)所產(chǎn)生的第一次走刀切深過(guò)大、易崩刃等問(wèn)題。
(5)每次走刀進(jìn)給切入角度的方式選擇
精車時(shí)切削量小,可采用徑向垂直進(jìn)刀,以保證螺紋牙型準(zhǔn)確,精度高,并可獲得好的表面粗糙度。粗車時(shí)切削量大,如果采用徑向垂直進(jìn)刀,考慮到兩條刃同時(shí)切削,因?yàn)檩侒w壁厚較小(δ16mm),輥?zhàn)觿傂暂^差,加工中易產(chǎn)生振動(dòng);徑向垂直進(jìn)刀會(huì)形成V形切屑,切削熱量大,刀尖圓角易過(guò)載,所以我們采用改進(jìn)式側(cè)向進(jìn)刀。這樣可獲得扁平卷曲切屑,排屑良好,切削熱量小,刀具壽命長(zhǎng),如圖7所示。#p#分頁(yè)標(biāo)題#e#

圖7
三、編程
1.CYCLE97各項(xiàng)參數(shù)的設(shè)定
PIT,多頭螺紋的螺距值就是單條螺紋的導(dǎo)程,按圖6取40。MPIT,空值,不用輸入。SPL,按圖6取0;FPL,按圖6取-5210。DM1,按圖6取600。DM2,按圖6取600。APP,起刀距離一般按3~5螺距,為了便于檢查刀具磨損情況和換刀,可適當(dāng)放大,這里取100。ROP,退刀距離一般按1~3螺距,應(yīng)參考圖紙中退刀槽寬度尺寸確定,此處取30。TDEP,螺紋牙型深度,粗車程序中取1.2,精車程序中取1.3。FAL,最后一次走刀時(shí)的加工余量,根據(jù)前述的工藝方案,實(shí)際加工余量是在精車程序中切除,所以在粗車CYCLE97和精車CYCLE97程序中均取0。IANG,徑向切入角度,粗車時(shí)采用改進(jìn)式側(cè)向進(jìn)刀,取IANG=15,如圖7所示,精車時(shí)按垂直進(jìn)刀,取0。NSP,第一條螺紋在輥體端面圓周方向上切入點(diǎn)的相位,取0。在實(shí)際加工中可根據(jù)需要改變?cè)撝担灾付ㄜ嚨都庸さ趲讞l螺紋,如圖8所示。VARI,如前所述,選擇穩(wěn)定進(jìn)給方式,取1。NUMTH,螺紋頭數(shù),取16。所有參數(shù)列于參數(shù)列表中。
2.程序
(1)粗車程序
CYCLE97(40, ,0,-5210,600,600,100,30,1.2,0,15,0,10,0,1,16)
(2)精車程序
CYCLE97(40, ,0,-5210,600,600,100,30,1.3,0,0,0,1,1,1,16)

參數(shù)列表
四、注意事項(xiàng)與常見(jiàn)問(wèn)題的解決
1.刀具磨損與打刀
數(shù)控車床加工螺紋時(shí),程序一般可以通過(guò)試車調(diào)整而不斷得到優(yōu)化,最常見(jiàn)的問(wèn)題是刀具磨損和打刀。為提高刀具使用壽命,防止打刀,應(yīng)注意以下幾點(diǎn):
(1)在車螺紋前的精車外圓工序,應(yīng)保證一定的尺寸精度、圓度、圓柱度和表面粗糙度,并檢查輥面是否有焊接裂紋、夾渣等缺陷,以保證加工余量均勻,車削平穩(wěn)。
(2)走刀進(jìn)行中,不能改變主軸轉(zhuǎn)速倍率開(kāi)關(guān)。
(3)應(yīng)保證良好的冷卻和潤(rùn)滑。
(4)車削低碳鋼、不銹鋼等材料時(shí),會(huì)出現(xiàn)不易斷屑的長(zhǎng)條狀切屑,應(yīng)防止其卷入車刀和工件之間,使刀尖受擠壓斷裂。操作者必須注意人身安全。
(5)需要中途換刀時(shí),可待車刀返回到起刀點(diǎn)且尚未進(jìn)給前,將主軸轉(zhuǎn)速倍率旋鈕調(diào)至“0”位。此時(shí)刀架停止,可以更換刀片。為方便操作,可在CYCLE97程序中可將APP值設(shè)大一些。
(6)在實(shí)際加工中,發(fā)生過(guò)因?yàn)榇虻抖沟镀偷扼w一起損壞的情況,所以有必要增加一個(gè)刀位作為備用。需要注意:在對(duì)刀時(shí)必須保證這兩個(gè)刀位上螺紋車刀刀尖點(diǎn)坐標(biāo)一致,以免亂扣。#p#分頁(yè)標(biāo)題#e#
2.打刀后的操作
在溝紋輥16頭螺紋車削過(guò)程中,粗車時(shí)分10次進(jìn)刀,精車時(shí)分2次進(jìn)刀,即每一頭螺紋需要車刀沿 600×5210輥面往復(fù)12次,一共需要192次走刀。每次大約2分鐘,有效車削時(shí)間總計(jì)約384分鐘。在這樣長(zhǎng)的加工時(shí)間里,因?yàn)檐嚨赌p,切削力增大和輥面材料缺陷、焊縫區(qū)硬度變化等的影響,幾乎每加工10到12頭螺紋,就要打刀一次。打刀后我們可以按照以下步驟操作:
(1)待走刀結(jié)束并返回到起刀點(diǎn)再按“RESET”鍵停止(不能按“EMERGENCY”急停按鈕,否則車刀會(huì)劃傷輥面)。
(2)將碎刀尖從零件表面取出,否則在該位置會(huì)引起重復(fù)打刀。
(3)換刀后如果直接運(yùn)行原程序,車刀又會(huì)從第一頭螺紋開(kāi)始加工,這樣會(huì)浪費(fèi)時(shí)間。我們可以調(diào)整CYCLE97程序中NSP值,改變第一頭螺紋在輥體端面圓周方向上切入點(diǎn)的相位,使車刀從剛才打刀時(shí)的那頭螺紋上開(kāi)始加工。例如,打刀時(shí)正在加工的是第9頭螺紋,如果原程序中NSP為0,那么換刀后NSP應(yīng)為180,如圖8所示。
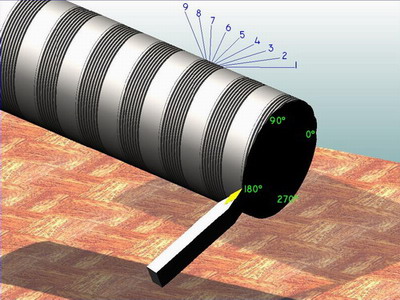
圖8
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國(guó)專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-28計(jì)算機(jī)輔助設(shè)計(jì)與制造 21世紀(jì)全國(guó)應(yīng)用型本科大機(jī)械系
- 2021-08-27計(jì)算機(jī)輔助設(shè)計(jì)與制造 21世紀(jì)全國(guó)應(yīng)用型本科大機(jī)械系
- 2021-08-23零基礎(chǔ)學(xué)AutoCAD 2012電氣制圖工程應(yīng)用 [張立富,陳剛,彭
- 2021-08-22AutoCAD 室內(nèi)裝潢設(shè)計(jì)應(yīng)用大全中文版 [馬永志,鄭藝華,劉
- 2021-08-22AutoCAD 2013應(yīng)用與開(kāi)發(fā)系列中文版AutoCAD 2013室內(nèi)裝
- 2021-08-22AutoCAD 2013應(yīng)用與開(kāi)發(fā)系列中文版AutoCAD 2013機(jī)械圖
- 2021-08-14新編AutoCAD 2004中文版計(jì)算機(jī)輔助設(shè)計(jì)應(yīng)用技能培訓(xùn)教