一、引言
Cimatron E的數控加工技術一直處于世界領先的地位,被世界普遍認為是最杰出的數控編程設計系統之一。它除了提供加工領域中全面的加工應用,如數控銑削(2.5~5軸)、數控鉆孔、數控車、數控沖裁、數控線切割和電極設計等,還為用戶提供了代表當今最領先的加工技術-基于知識的加工、自動化NC和基于毛坯殘留知識三大技術為基礎的智能NC。智能NC標志著Cimatron在加工領域的重大技術突破。智能NC方式為用戶實現了單擊一鍵即可完成NC加工。當用戶每次完成了一個特定工作中的加工過程定義時,只要簡單地把該加工過程儲存為技術模板即可。下一次用戶若有加工工藝相似的零件要處理時,刀具軌跡會自動生成。毛坯殘留知識允許用戶在任何時間檢查實際的毛坯余量,用戶還可以針對自己的采用的加工策略和加工目的對加工軌跡進行裁剪。毛坯殘留知識可以對照用戶新的幾何模型,調整刀具軌跡的生成,進行刀具軌跡的優化。優化包括去除空走刀,自動調整進給率,去除尖角來產生平緩的刀具運動,或在夾頭干涉的情況下,自動分割刀具軌跡以避免干涉,自動建議新的加工刀具來加工未加工到的區域等。Cimatron提供了可靠而直觀的軌跡校驗和仿真模似,支持每一加工工序或零件/毛坯的比較分析,它以彩色圖的形式顯示當前加工結果及其余量,具有可視化的加工的仿真模擬功能強大,使用戶可以檢查加工過程的合理性與正確性,可以任意部切旋轉來觀察加工的結果,還可以進行多達五軸仿真校驗,定量分析,加工工時估算等等,用戶也可以手工單步檢查生成的刀具軌跡。Cinatron也為用戶提供了靈活方便的軌跡編輯,用戶可以對已有的刀具軌跡進行拷貝:陣列拷貝和旋轉拷貝還可以用手工的方式對生成的刀具軌跡進行方便而靈活的修改:刪除選擇的走刀步驟,裁減選擇的走刀步驟的增加用戶自己的指定走刀,對刀具軌跡進行投影等。Cimatron為滿足對加工質量、效率日益提高的要求提供了高速銑削技術,如NURBS插補G代碼,尖角部位的圓滿走刀,從外到內的毛坯光滑環切,刀具載荷的分析與自動優化等其他工具。
如圖1所示的面板是柜機的主要部件,是由復雜曲面組成,面板設計的好壞將直接影響到柜式空調器的外觀和產品質量。采用Cimatron E5.0軟件建立面板的三維數據模型,以此為基礎進行快速分模設計(Quick Split)及數控編程,然后將后置處理的程序傳送至數控機床上完成面板模具的實際加工。

圖1 柜機面板三維模型
二、工藝流程分析
柜機面板模具是生產高質量柜式空調器的重要組成部分。由于柜機面板的外觀條件與裝配性能,對模具材料、內在質量和尺寸精度等都提出了嚴格的要求,制造難度很大。我司在充分吸收日本空調器模具結構設計精華的基礎上經過多年的開發研究,已擁有專業的生產技術,并逐步成為蘇中地區重要的模具生產基地。
注射模具的加工工序一般分為為粗加工、半精加工和精加工等工序。根據柜機面板動定模芯的形狀及加工特性,二次加工的曲面精度要求很高,其定位基準均為底座下平面,為了減少裝夾次數,縮短工時,二次加工需要全部在數控銑床或數控加工中心上進行。在數控加工中,為了盡量減少輔助工時,要特別注意使用夾具來保證迅速完成加工零件的定位和夾緊過程。在加工中要盡量減少工件裝夾次數,在一次裝夾中,應盡可能多地完成各個工序工步,為此,定位時要考慮便于各個表面都被加工的定位方式。以模芯下平面為定位基準,可以方便地完成其他各個曲面的加工。 #p#分頁標題#e#
三、數控加工
Cimatron E5.0軟件具有強大的加工能力,而且也能讀取如UG、Pro/ENGINEER等其他軟件的數據進行加工。用CimatronNC模塊進行數控加工自動智能化編程,其步驟如下:
(1)根據模型特點,擬訂加工工藝;
(2)進行每步編程,確定加工方法以及刀具、進給速度、刀間距等參數,生成刀具路徑,并進行刀具路徑的模擬檢查;
(3)生成NC程序;
(4)用CNC傳輸軟件將NC程序傳輸給相應的數控機床;
(5)準備好加工毛坯、刀具、夾具后在數控機床上加工。
下面以此模具的定模芯為例簡述其數控銑削加工過程:

圖2 面板注射模定模芯(包含四個方壓板)
如圖2所示為面板注射模定模芯,其毛坯尺寸為1050mm×650mm×90mm,整體加工高度為50mm。整個模型采用Cimatron E5.0軟件加工模塊進行數控加工,基準角在右下角,用內六角螺釘將四個方鐵塊固定于定模芯上,在實際加工時只需將這四個方鐵塊固定在機床工作臺上即可,其加工過程為:先粗加工整體外形→區部粗加工(清角)→半精加工成型曲面及四周相連曲面→精加工成型曲面及四周相連曲面→精加工墻角根部的方式。
1. 整體粗加工(WCUT)
使用D63(R8)玉米銑刀,采用3D體積塊螺旋加工方式(Volume Milling -Sipral Cut - 3D),安全平面(CLEARANCE PLANE)為150mm,螺旋角(Ramp Angle)為5°,加工的最大高度(Z-top)為90mm,加工的最低高度(Z-bottom)為40mm,切深(Down Step)為0.75 mm,步距(Side Step)為30 mm,粗加工余量(Part Surface Offset)為0.5 mm,加工精度(Part Surface Toleranc)為0.1mm,銑削方向(Milling Direction)為Climb Milling,切割方向(Cut Direction)為Inside Out,零件是否為開放零件(Open Part)為NO,主軸轉速(SPINDLE_SPEED)為1000r/min,進給速度(CUT_FEED)為1200mm/min。使用程序執行(Exetute)功能,加工刀具軌跡如圖3所示。同時,對加工進行仿真模擬(Simulation)檢查和過切檢查。整個定模芯的外形被銑出,符合工藝的要求。接著進行后置處理(Post),自動產生程序,送至CNC加工中心進行數控加工。

圖3 粗加工整體外形
2. 區部粗加工(WCUT FINISH)
半精加工選用D24(R6)涂層鑲片銑刀,采用曲面銑削(Surface Milling, By Layers)的加工方式,安全平面(CLEARANCE PLANE)為150mm,加工的最大高度(Z-top)為90mm,加工的最低高度(Z-bottom)為40mm,切深(Down Step)為0.45 mm,粗加工余量(Part Surface Offset)為0.4 mm,加工精度(Part Surface Toleranc)為0.1mm,銑削方向(Milling Direction)為Climb Milling,切割方向(Cut Direction)為Inside Out,零件是否為開放零件(Open Part)為NO,主軸轉速(SPINDLE_SPEED)為1300r/min,進給速度(CUT_FEED)為1000mm/min。使用程序執行(Exetute)功能,加工刀具軌跡如圖4所示。同時,對加工進行仿真模擬(Simulation)檢查和過切檢查。整個定模芯的的墻壁余量被去除大部分,為球刀加工做好準備,符合工藝的要求。接著進行后置處理(Post),自動產生程序,送至CNC加工中心進行數控加工。
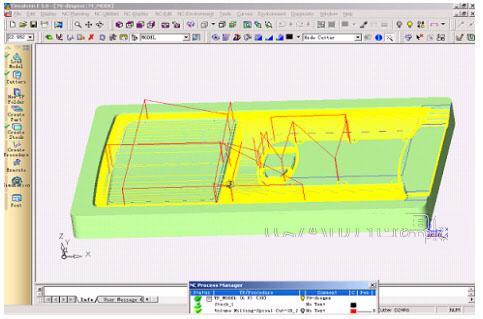
圖4 區部粗加工
3. 半精加工(SRFPKT)
使用D16(R8)球頭銑刀,采用投影曲面銑削(Surface Milling, Parallel Cut)的加工方式,安全平面(CLEARANCE PLANE)為150mm,加工的最大高度(Z-top)為90mm,加工的最低高度(Z-bottom)為40mm,步距(Side Step)為0.8 mm,粗加工余量(Part Surface Offset)為0.25 mm,加工精度(Part Surface Toleranc)為0.05mm,銑削方向(Cutter Direction)為Bidir,切割角(Milling at Angle)為45°,方向(Direction)為Both:Up&Down,主軸轉速(SPINDLE_SPEED)為1500r/min,進給速度(CUT_FEED)為900mm/min。使用程序執行(Exetute)功能,加工刀具軌跡如圖5所示。同時,對加工進行仿真模擬(Simulation)檢查和過切檢查。整個定模芯的的余量被去除大部分,為D10(R5)球刀加工做好準備,符合工藝的要求。接著進行后置處理(Post),自動產生程序,送至CNC加工中心進行數控加工。#p#分頁標題#e#
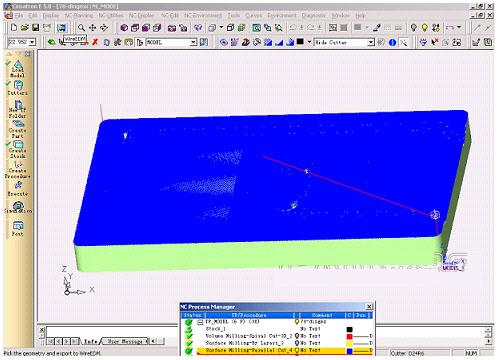
圖5 半精加工分型面
4. 精加工(SRFPKT)
使用D10(R5)球頭銑刀,采用投影曲面銑削(Surface Milling, Parallel Cut)的加工方式,安全平面(CLEARANCE PLANE)為150mm,加工的最大高度(Z-top)為90mm,加工的最低高度(Z-bottom)為40mm,步距(Side Step)為0.2mm,粗加工余量(Part Surface Offset)為0mm,加工精度(Part Surface Toleranc)為0.01mm,銑削方向(Cutter Direction)為Bidir,切割角(Milling at Angle)為135°,方向(Direction)為Both:Up&Down,主軸轉速(SPINDLE_SPEED)為1800r/min,進給速度(CUT_FEED)為800mm/min。使用程序執行(Exetute)功能,加工刀具軌跡如圖6所示。同時,對加工進行仿真模擬(Simulation)檢查和過切檢查。整個定模芯的大部分范圍被精銑到位,符合工藝的要求。接著進行后置處理(Post),自動產生程序,送至CNC加工中心進行數控加工。
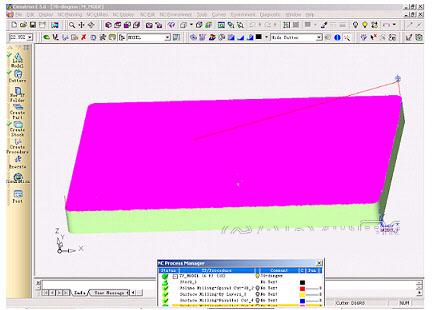
圖6 精加工分型面
5. 精加工二(WCUT FINISH)
半精加工選用D20(R0.8)端銑刀,采用曲面銑削(Surface Milling, By Layers)的加工方式,安全平面(CLEARANCE PLANE)為150mm,加工的最大高度(Z-top)為90mm,加工的最低高度(Z-bottom)為40mm,切深(Down Step)為0.45 mm,粗加工余量(Part Surface Offset)為0 mm,加工精度(Part Surface Toleranc)為0.01mm,銑削方向(Milling Direction)為Mixed Milling,切割方向(Cut Direction)為Inside Out,零件是否為開放零件(Open Part)為NO,主軸轉速(SPINDLE_SPEED)為1400r/min,進給速度(CUT_FEED)為1000mm/min。使用程序執行(Exetute)功能,加工刀具軌跡如圖7所示。同時,對加工進行仿真模擬(Simulation)檢查和過切檢查。整個定模芯的的墻壁根部余量被去除,符合工藝的要求。接著進行后置處理(Post),自動產生程序,送至CNC加工中心進行數控加工。
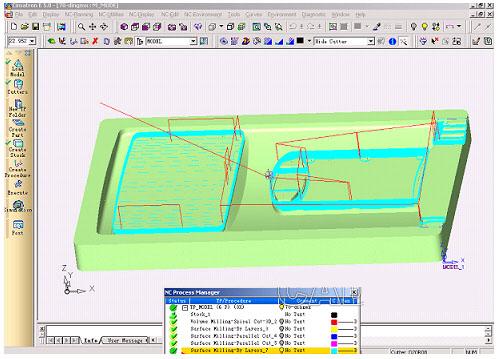
圖7 清角加工
四、結束語
在柜機面板模具的加工過程中,由于采用了Cimatron的數控加工技術,大大降低了人工設計和普通設備加工所造成的誤差,使銑床、電加工、鉗工、拋光的工作量和勞動強度大大減少,提高了模具的加工效率,縮短了模具的制造周期,也提高了模具的質量,而且可以實現無圖加工,為企業帶來了良好的經濟效益。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF