

1 麻花鉆結構特點
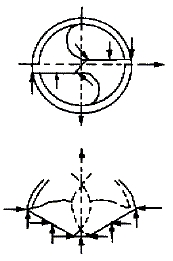
麻花鉆是最常用的孔加工刀具,此類鉆頭的直線型主切削刃較長,兩主切削刃由橫刃連接,容屑槽為螺旋形(便于排屑),螺旋槽的一部分構成前刀面,前刀面及頂角(2Ø)決定了前角g的大小,因此鉆尖前角不僅與螺旋角密切相關,而且受到刃傾角的影響。麻花鉆的結構及幾何參數見圖1。2 麻花鉆受力分析
#p#分頁標題#e#3 S刃鉆尖的分類及特點
- 高冠S刃鉆尖
- 高冠S刃鉆尖以美國吉丁斯·路易斯鉆頭磨床修磨的溫斯陸(Winslow)鉆尖為代表。該機床附設了一套特殊的凸輪機構,修磨出的S刃鉆尖切削部分(L0)較長,S刃冠狀曲率較大。特點:由于S部分較高(L0較長),基本消除了負前角,甚至可實現正前角切削,所以不必另加橫刃切削槽。修磨效率高,適于修磨厚鉆芯刀具。但鉆尖尖端部分相對薄弱,強度較差,不適合高速加工高硬度工件。鉆尖材質需采用具有較好韌性的材料(如高速鋼類)。
- 低冠S刃鉆尖
- 低冠S刃鉆尖以德國五軸磨床(由瑞士Numroto配備編程軟件)修磨的鉆尖為代表。鉆尖切削部分(L0)較短,S刃冠狀曲率較小。從端面投影方向可看出橫刃為大S形,中間局部可為一小段直線,橫刃部分有兩個小槽,可減小鉆尖部分的負前角。
- 特點:因切削部分(L0)相對較短,鉆尖尖端及主切削刃強度較好;由于鉆尖S刃冠狀曲率小,因此自定心性及穩定性均優于高冠S刃鉆尖。開橫刃前角后,鉆削性能明顯改善,既保留了高冠S刃鉆尖的優點,又提高了鉆尖尖端的強度。適用于加工較硬材料的工件(如鋼件、鑄鐵件等)。鉆頭材質可采用高速工具鋼、硬質合金或其它高硬度材料。此類鉆頭的修磨較復雜,要求較高。
- 低冠小S刃鉆尖
- 此類鉆尖形狀與高冠S刃鉆尖較類似,其橫刃也為小S形,鉆尖頂角(2Ø)較上述兩類鉆尖更大,主切削刃短(L0相對較短),冠狀曲率較小。
- 特點:因主切削刃較短,因此加工中的扭矩較小;由于主切削刃強度高、冠狀曲率小,因此自定心性和穩定性均比高冠S刃鉆尖好。另外,小S刃鉆尖無負前角產生,因此不需在橫刃處加槽,既控制了軸向力,又減小了扭矩,可極大地改善切削性能。適于修磨高硬度材料(如硬質合金類)小螺旋角鉆頭。
- 低冠S刃鉆尖以德國五軸磨床(由瑞士Numroto配備編程軟件)修磨的鉆尖為代表。鉆尖切削部分(L0)較短,S刃冠狀曲率較小。從端面投影方向可看出橫刃為大S形,中間局部可為一小段直線,橫刃部分有兩個小槽,可減小鉆尖部分的負前角。

4 S刃鉆尖的修磨

#p#分頁標題#e#5 S刃鉆尖的應用實例
| 鉆尖類型 | 普通鉆尖 | S刃鉆尖 | 麻花鉆直徑 Ø17mm(標準) Ø17mm(標準) 壁粗糙度 不合格 合格(12.5µm) 切削速度 10.68mm/min,不能提高 11mm/min,可提高 機床轉速 200r/min ≥200r/min 孔徑精度 Ø≥17.5mm Ø≤17+0.07mm
|---|
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-28計算機輔助設計與制造 21世紀全國應用型本科大機械系
- 2021-08-27計算機輔助設計與制造 21世紀全國應用型本科大機械系
- 2021-08-23零基礎學AutoCAD 2012電氣制圖工程應用 [張立富,陳剛,彭
- 2021-08-22AutoCAD 室內裝潢設計應用大全中文版 [馬永志,鄭藝華,劉
- 2021-08-22AutoCAD 2013應用與開發系列中文版AutoCAD 2013室內裝
- 2021-08-22AutoCAD 2013應用與開發系列中文版AutoCAD 2013機械圖
- 2021-08-14新編AutoCAD 2004中文版計算機輔助設計應用技能培訓教