


 <% if pyg2("img")<>"" then%>
<%end if%>
<% if pyg2("img")<>"" then%>
<%end if%>
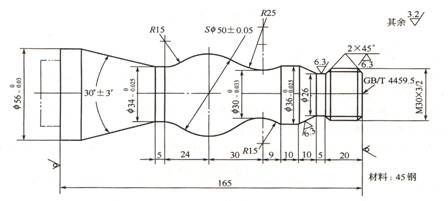 圖1 典型軸類零件
圖1 典型軸類零件
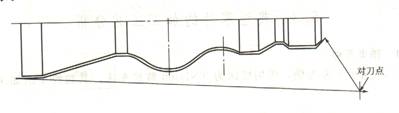 圖2 精車輪廓進給路線
(5)刀具選擇
①選用φ5㎜中心鉆鉆削中心孔。
②粗車及平端面選用900硬質合金右偏刀,為防止副后刀面與工件輪廓干涉(可用作圖法檢驗),副偏角不宜太小,選κ=35 0。
③精車選用900硬質合金右偏刀,車螺紋選用硬質合金600外螺紋車刀,刀尖圓弧半徑應小于輪廓最小圓角半徑,取rε=0.15~0.2㎜。
將所選定的刀具參數填入數控加工刀具卡片中(見表1),以便編程和操作管理。
表1 數控加工刀具卡片
圖2 精車輪廓進給路線
(5)刀具選擇
①選用φ5㎜中心鉆鉆削中心孔。
②粗車及平端面選用900硬質合金右偏刀,為防止副后刀面與工件輪廓干涉(可用作圖法檢驗),副偏角不宜太小,選κ=35 0。
③精車選用900硬質合金右偏刀,車螺紋選用硬質合金600外螺紋車刀,刀尖圓弧半徑應小于輪廓最小圓角半徑,取rε=0.15~0.2㎜。
將所選定的刀具參數填入數控加工刀具卡片中(見表1),以便編程和操作管理。
表1 數控加工刀具卡片
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF