傳統(tǒng)的模具設(shè)計(jì)是經(jīng)過概念設(shè)計(jì)一分析一樣品生產(chǎn)一分析一設(shè)計(jì)一分析一生產(chǎn),才最終確定那些復(fù)雜的模具原形.隨著計(jì)算機(jī)的發(fā)展,CAD/CAE技術(shù)逐漸取代了傳統(tǒng)的模具設(shè)計(jì)理念和設(shè)計(jì)方法,使得模具在進(jìn)行真實(shí)的生產(chǎn)(包括樣品生產(chǎn))之前就已經(jīng)通過計(jì)算機(jī)應(yīng)用軟件進(jìn)行了精確的結(jié)構(gòu)設(shè)計(jì)、結(jié)構(gòu)分析以及成形仿真過程.模具CAE技術(shù)在設(shè)計(jì)制造模具之前,在計(jì)算機(jī)上模擬出沖壓件在模具中成形的真實(shí)過程,向用戶告知模具結(jié)構(gòu)設(shè)計(jì)、工藝條件狀況是否合理,并最終為用戶提供最佳的模具設(shè)計(jì)工藝方案,可靠性達(dá)到80%以上,模具設(shè)計(jì)與制造周期縮短五分之二,并提高模具質(zhì)量和產(chǎn)品合格率,進(jìn)而可大幅度降低制造成本,增強(qiáng)產(chǎn)品的市場(chǎng)競(jìng)爭(zhēng)力.因此在模具設(shè)計(jì)的過程中,利用先進(jìn)的CAD/CAE技術(shù)進(jìn)行模具設(shè)計(jì)省時(shí)、省力,而且最為重要的是保證了成型后制品的準(zhǔn)確性,減少了試模的次數(shù),縮短了模具的設(shè)計(jì)及生產(chǎn)的周期.
1零件特點(diǎn)及工藝性分析
1.1零件特點(diǎn)
某發(fā)動(dòng)機(jī)左前懸掛托架加強(qiáng)板如圖1所示,材料為08F,料厚t=2.5 mm,為大批量生產(chǎn).因其精度和定位都很高,整個(gè)零件成形后要求表面無褶皺、裂紋等缺陷,本文只討論其彎曲成形工序.
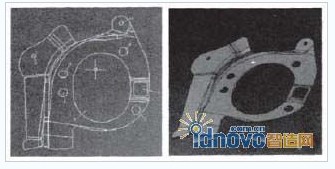
圖1工件圖
1.2工件尺寸的確定
彎曲零件毛坯展開尺寸具體計(jì)算是先將零件劃分成直線和圓角的各個(gè)不同單元體.直線部分的長(zhǎng)度不變,而彎曲的圓角部分長(zhǎng)度則需要考慮材料的變形和應(yīng)變中性層的相對(duì)移動(dòng),先確定應(yīng)變中性層位置,再計(jì)算應(yīng)變中性層長(zhǎng)度.故整個(gè)毛坯的展開尺寸應(yīng)等于彎曲零件各部分長(zhǎng)度的總和.
采用各公式計(jì)算時(shí),由于在實(shí)際彎曲過程中,還要受到多種因素的影響,如材料力學(xué)性能、模具狀況、彎曲方式等,因此可能會(huì)產(chǎn)生較大誤差,所以只能用于形狀比較簡(jiǎn)單、尺寸精度要求不高的彎曲件.這樣采用相關(guān)公式計(jì)算可以初步確定坯料展開尺寸,同時(shí)運(yùn)用一些有關(guān)坯料展開的軟件來確定坯料準(zhǔn)確尺寸.
本套模具所成型的工件是平面板料.當(dāng)模具受到壓力作用時(shí),彎曲板料受外力首先與凸模接觸,隨著凸模的下行,彎曲區(qū)域逐漸縮小,直到彎曲件與凸模和凹模全部貼緊.彎曲結(jié)束凸模上升,凸模與凹模逐漸分開,考慮到工件可能會(huì)因變形而卡在凸模或凹模上,所以在設(shè)計(jì)模具總體結(jié)構(gòu)時(shí),在凹模與凸模上分別設(shè)計(jì)了卸料機(jī)構(gòu).由于金屬材料具有彈性,工件在成形后會(huì)發(fā)生一定的回彈.回彈對(duì)彎曲件成形影響很大,通過回彈的大小估算,需要采取一定措施給以消除.
2彎曲模工作部分設(shè)計(jì)
彎曲模工作部分尺寸計(jì)算與彎曲件的尺寸標(biāo)注有關(guān),但是因?yàn)楣ぜ亩S圖很難表達(dá)出凸模的形狀,采用UG將工件的凹、凸模的形狀表達(dá)出來,在有圓角過渡處要將回彈角設(shè)計(jì)出,通過UG軟件設(shè)計(jì)出凹、凸模,如圖2所示.凹、凸模工作部分的尺寸是用數(shù)控加工中心加工出來的.
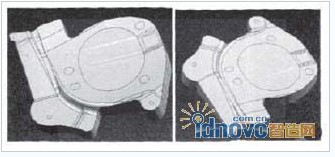
圖2凹、凸模形狀圖
2.1 凸、凹模的間隙值
U形彎曲時(shí),凸、凹模的間隙要靠模具設(shè)計(jì)來保證,間隙大小對(duì)彎曲件的變形抗力、回彈、質(zhì)量以及模具壽命等均有影響.間隙過小,彎曲力大,工件變薄并降低模具壽命;間隙過大,回彈較大,還會(huì)降低工件精度.U形件間隙值Z的大小取決于材料種類和厚度、彎曲件高度H、彎曲件彎曲線長(zhǎng)度B.
黑色金屬U形彎曲時(shí)凸、凹模間隙值Z(雙邊間隙)按下式確定:
Z/2=t(1+n),
式中:Z/2為彎曲時(shí)的單面間隙,mm;t為材料厚度,mm;n為彎曲系數(shù).其中t=2.5 mm,n=0.08,所以Z=2t(1+n)=2×2.5×(1十0.08)一5.4 mm。
從圖2可以看出,有部分平面的彎曲屬于U形件的彎曲,而部分平面的彎曲可以看成V形件的彎曲,因此其凸、凹模的尺寸可根據(jù)工件的厚度以及彎曲邊長(zhǎng)查表得到推薦值.
2.2凹、凸模結(jié)構(gòu)的設(shè)計(jì)
凹凸模的結(jié)構(gòu)可以采用2種加工方案.
第1種方案:凹、凸模和凹、凸固定板分開加工.
第2種方案:凹、凸模和固定板做成一個(gè)整體.
方案1中的凹、凸模是采用線切割來加工外形尺寸,用數(shù)控加工中心加工凹、凸模工作部分的尺寸,如圖2所示.而固定板的型腔也是用線切割來加工的,用此種加工方法加工出來的零件精度高,結(jié)構(gòu)完整,但是加工費(fèi)用較高.且固定板與凹、凸模間是過度配合,其配合精度為 .方案2,將凹、凸模和固定板作為一個(gè)整體來加工,可以節(jié)省裝配的過程.整體的強(qiáng)度會(huì)比分開加工的高,在保證其使用強(qiáng)度的前提下,可以降低模具的高度,節(jié)省模具鋼材料.比較2種方案,方案2是合理的,用第2種加工方案設(shè)計(jì)加工出凹、凸模及同定板如圖3所示.#p#分頁標(biāo)題#e#

圖3凸、凹模及具固定板
圖3凹、凸模及其固定板的加工是采用數(shù)控加工的,用Mastercam軟件來模擬加工過程.通過對(duì)Mastercam加工截圖來表達(dá)凸模加工過程,其大致過程如下:
1)加工方法的選擇:平行銑;
2)刀路參數(shù)的設(shè)置;
3)刀路的計(jì)算與分析;
4)模擬加工過程.
圖4至圖6是刀路參數(shù)的設(shè)置和刀路的計(jì)算分析.凹凸模的加工過程基本相似,所以此處僅表達(dá)凸模的加工過程中刀路參數(shù)的設(shè)置和刀路的計(jì)算分析.
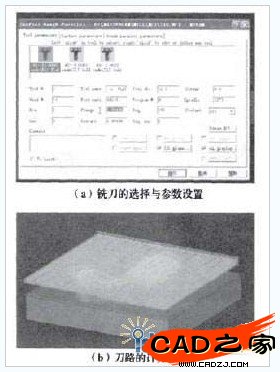
圖4粗加工時(shí)銑刀的選擇與參數(shù)設(shè)置及刀路的計(jì)算分析
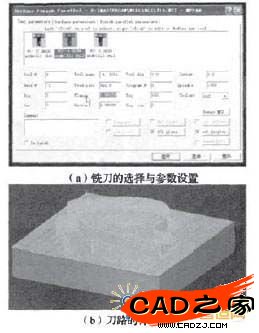
圖5半粗加工時(shí)銑刀的選擇與參數(shù)設(shè)置及刀路的計(jì)算分析
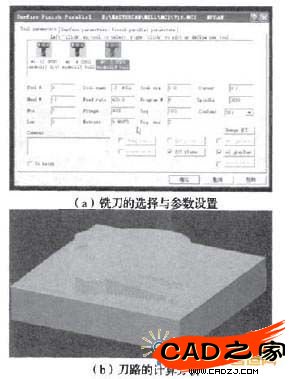
圖6精加工時(shí)銑刀的選擇與參數(shù)設(shè)置及刀路的計(jì)算分析
精加工時(shí)的銑刀選擇與參數(shù)設(shè)置見圖6(a),刀路的計(jì)算分析見圖6(b).
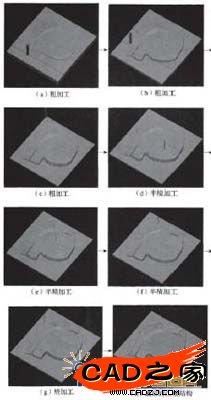
圖7凸模數(shù)控加工過程
圖7(a)至圖7(c)是粗加工,圖7(d)至圖7(g)是半精加工和精加工過程,圖7(h)是最后的凸模結(jié)構(gòu).凹模的加工與凸模類似.凹、凸模的詳細(xì)加工過程可通過平面錄像生成附件,比如用以下文件表示:凸模數(shù)控加工模擬.avi和凹模數(shù)控加工模擬.avi.
根據(jù)以上凹、凸模結(jié)構(gòu)的設(shè)計(jì),并能加工出來,所以成形模具總裝配設(shè)計(jì)成圖8所示的結(jié)構(gòu).
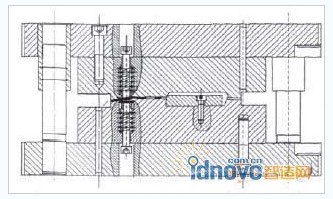
圖8成形模裝配結(jié)構(gòu)的設(shè)計(jì)
4總結(jié)
針對(duì)某發(fā)動(dòng)機(jī)左前懸掛托架加強(qiáng)板零件結(jié)構(gòu)復(fù)雜,不易用傳統(tǒng)圖形方法標(biāo)出其形狀及尺寸,本文用CAE技術(shù)結(jié)合傳統(tǒng)方法確定其尺寸及其展開圖形,從而使下一步的設(shè)計(jì)更為準(zhǔn)確與便捷;采用UG將工件的凹、凸模的形狀表達(dá)出來,通過UG軟件設(shè)計(jì)出凹、凸模及其固定板;凹、凸模工作部分用數(shù)控方法加工出來,加工時(shí)銑刀的正確選擇與參數(shù)恰當(dāng)設(shè)置,可以得到正確的刀路;凹、凸模的詳細(xì)加工過程可通過平面錄像生成.avi附件.綜合上述各點(diǎn),就可正確設(shè)計(jì)出模具的總裝圖及零件圖.
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國(guó)專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書 AutoCAD2004
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-28計(jì)算機(jī)輔助設(shè)計(jì)與制造 21世紀(jì)全國(guó)應(yīng)用型本科大機(jī)械系
- 2021-08-28計(jì)算機(jī)輔助設(shè)計(jì)與制造(CAD∕CAM)PDF下載
- 2021-08-27計(jì)算機(jī)輔助設(shè)計(jì)與制造 21世紀(jì)全國(guó)應(yīng)用型本科大機(jī)械系
- 2021-08-27計(jì)算機(jī)輔助設(shè)計(jì)與制造(CAD∕CAM)PDF下載
- 2021-08-24經(jīng)典技法118例AutoCAD 機(jī)械設(shè)計(jì)經(jīng)典技法118例中文版_
- 2021-08-24經(jīng)典實(shí)例學(xué)設(shè)計(jì)AutoCAD 2016從入門到精通 [李軻 編著]
- 2021-08-24精通AutoCAD 2013電氣設(shè)計(jì) [李波 主編] 2013年P(guān)DF下載