1 注射模具的設(shè)計(jì)
基于UG的注射模具設(shè)計(jì)的主要流程是:在UG Modeling環(huán)境下創(chuàng)建塑件的三維模型;在 UG MoldWizard設(shè)計(jì)環(huán)境下加載此塑件模型;對(duì)塑件進(jìn)行模具分型和結(jié)構(gòu)設(shè)計(jì)。設(shè)計(jì)要點(diǎn)如下:
1.1創(chuàng)建塑件三維模型
根據(jù)提供的二維圖(如圖1示意圖所示)或者塑件樣品,在UG Modeling模塊下靈活運(yùn)用各種建模命令,創(chuàng)建手機(jī)電池扣的參數(shù)化的三維模型如圖2所示。

圖1 塑件二維圖

圖2 塑件三維模型
1.2注射模具總體結(jié)構(gòu)的確定
單個(gè)塑件的成型需要一個(gè)抽芯機(jī)構(gòu),為了保證模具的質(zhì)心盡量靠近其幾何中心,又要盡可能的簡(jiǎn)化模具結(jié)構(gòu),擬采用一模兩腔的設(shè)計(jì)思路,對(duì)稱平衡布置;由于零件對(duì)底面、側(cè)面光潔度要求不高,可選用大水口模架,普通澆注系統(tǒng),圓形斷面分流道,測(cè)澆口;為了提高加工效率和節(jié)省成本,定模型芯和動(dòng)模型芯均采用整體嵌入式結(jié)構(gòu)。
將創(chuàng)建好的零件三維模型文件拷貝到即將建立的模具結(jié)構(gòu)項(xiàng)目文件所在的目錄下,然后用UG MoldWizard模塊所對(duì)應(yīng)的工具條中的按鈕(Load)打開(kāi)項(xiàng)目初始化對(duì)話框,材料選擇PC+ABS(縮水率取0.5%),輸入相應(yīng)的參數(shù)后,進(jìn)入U(xiǎn)G MoldWizard模具設(shè)計(jì)系統(tǒng)。
1.3分模
分模是注射模具設(shè)計(jì)的最重要的一環(huán),它是用分模面將包含模具型腔的體積塊分開(kāi)成動(dòng)模型芯和定模型腔,而分模面就是動(dòng)模型芯和定模型腔的接觸面。分模一般按以下步驟進(jìn)行:修補(bǔ)塑件;分割產(chǎn)品側(cè)面;提取塑件的分型線;生成分模面;分模得到動(dòng)模型芯、定模型腔和滑塊型芯。
對(duì)于具有孔或者槽的塑件,在分模前需要修補(bǔ)好這些結(jié)構(gòu)。修補(bǔ)分為片體修補(bǔ)和實(shí)體修補(bǔ),手機(jī)電池扣塑件由于具有開(kāi)放的空間,需要采用實(shí)體修補(bǔ),經(jīng)實(shí)體修補(bǔ)后的手機(jī)電池扣產(chǎn)品和相應(yīng)的實(shí)體修補(bǔ)塊如圖3所示。
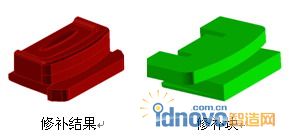
圖3 修補(bǔ)
對(duì)于同一個(gè)面一部分屬于動(dòng)模、另一部分屬于定模的側(cè)面,需要將此面沿分型線剖開(kāi)(Split)。
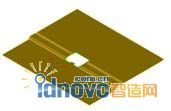
之后開(kāi)始提取塑件的分型線,分型線是產(chǎn)品的最大輪廓線,是產(chǎn)生分模面的基礎(chǔ)。分型線是通過(guò)MoldWizard的搜索環(huán)功能獲取的,搜索環(huán)的交互搜索方式較為靈活,但速度慢,且容易出錯(cuò),建議最好采用用著色面搜索的方法。首先用模型驗(yàn)證功能(MPV))對(duì)實(shí)體型腔面和型芯面用不同的顏色加亮,然后用搜索環(huán)的用著色面搜索功能可以迅速獲得分型線。由此獲得的電池扣分型線如圖4所示,接著對(duì)此分型線定義四個(gè)過(guò)渡點(diǎn)(transition points),把分型線分解成了四斷。

圖4 分型線和過(guò)渡點(diǎn)
分模面是以產(chǎn)生的分型線為基礎(chǔ),采用拉伸面、有界面(bounded surface)或者其他創(chuàng)建面方法獲得。創(chuàng)建后的分模面是由多個(gè)曲面構(gòu)成,應(yīng)將其縫合成一個(gè)單一曲面。然后提取區(qū)域,使得構(gòu)成塑件的所有面都被指派到型芯側(cè)或型腔側(cè)。如果面的總數(shù)等于型芯和型腔的面的總和,則可以通過(guò)自動(dòng)或分步的方法進(jìn)一步獲得原始的型腔和型芯。
手機(jī)電池扣的分模面采用拉伸面和有界面相結(jié)合的方法獲得如圖所示,所得到的原始的型芯和型腔如圖6和7所示。

圖6原始型芯
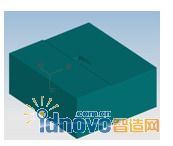
圖7原始型腔
由于在分模前曾對(duì)塑件進(jìn)行實(shí)體修補(bǔ),所以需要對(duì)原始的型腔和型芯進(jìn)行編輯,將修補(bǔ)塊分解,分別補(bǔ)償?shù)絼?dòng)模型芯、定模型腔或滑塊型芯上。此處將修補(bǔ)體分解成三部分,一部分構(gòu)成滑塊型芯成型部分(如圖8所示),另外兩部分補(bǔ)償?shù)絼?dòng)模型芯上(如圖9所示)。

圖8滑塊型芯成型部分
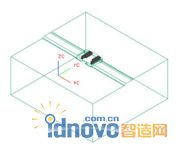
圖9 動(dòng)模型芯補(bǔ)償圖
1.4確定模架和模具標(biāo)準(zhǔn)件
針對(duì)型芯和型腔的大小,選擇合適的模架(這里選擇龍記大水口模架),系統(tǒng)自動(dòng)載入模架。接著為模具選擇標(biāo)準(zhǔn)件,包括主流道襯套、定位環(huán)、頂針、拉料桿、復(fù)位彈簧、垃圾釘、支撐柱等。
1.5側(cè)抽芯機(jī)構(gòu)設(shè)計(jì)
這里的側(cè)抽芯選擇斜導(dǎo)柱側(cè)抽芯機(jī)構(gòu),因?yàn)樗芗叽巛^小,所以可以選擇單斜導(dǎo)柱側(cè)抽芯機(jī)構(gòu)(single cam-pin slider)。為使得圖5所示滑塊型芯成型部分固定、裝配定位方便,并且使用壽命增加,對(duì)其進(jìn)行編輯,使其兩側(cè)增加兩個(gè)在抽芯方向具有5°斜度的定位塊,并且型芯和滑塊體之間采用臺(tái)階和螺釘固定相結(jié)合的方法進(jìn)行聯(lián)接,如圖10所示。

圖10 抽芯機(jī)構(gòu)
1.6其他結(jié)構(gòu)設(shè)計(jì)
UG建模的一個(gè)重要方法是特征建模,UG MoldWizard也提供了多種模具特征,在設(shè)計(jì)注射模具時(shí)可以用來(lái)創(chuàng)建某些模具結(jié)構(gòu),包括用來(lái)創(chuàng)建澆注系統(tǒng)的流道、澆口特征,冷卻系統(tǒng)特征和成型零件的鑲件特征等。選擇在分模面上創(chuàng)建普通圓形流道,在動(dòng)模型芯上開(kāi)設(shè)錐形側(cè)澆口,并且對(duì)成型零件開(kāi)挖各種相關(guān)零件的讓位腔和螺釘孔,這時(shí)候的動(dòng)模型芯如圖11所示。因?yàn)镻C和ABS的成型溫度均較高,為了縮短成型周期,需要?jiǎng)?chuàng)建冷卻水道。Moldwizard提供了創(chuàng)建冷卻系統(tǒng)的水道特征、堵頭特征、水管連接特征等,可以靈活、快速創(chuàng)建出參數(shù)化的冷卻系統(tǒng)。此模具水道的入口和出口均設(shè)置在A板或B板上,水道由底向上垂直穿過(guò)A板(或B板)進(jìn)入成型型腔(或型芯)。創(chuàng)建的定模部分水道如圖12所示。

圖11動(dòng)模型芯

圖12定模水道示意圖
模具3D設(shè)計(jì)完成后,進(jìn)入U(xiǎn)G的Drafting模塊,開(kāi)始繪制相關(guān)零件的工程圖和模具的裝配圖。UG的二維工程圖是通過(guò)投影三維模型的各個(gè)方向的視圖獲得的,并且和三維模型具有相關(guān)性。用戶一般不需要修改視圖的特征,只需對(duì)視圖進(jìn)行標(biāo)注、繪制圖框和標(biāo)題欄等。經(jīng)投影、注釋和標(biāo)注后,模具的裝配圖如圖13所示(其中俯視圖已移去定模部分,主視圖的剖面符號(hào)省略)。
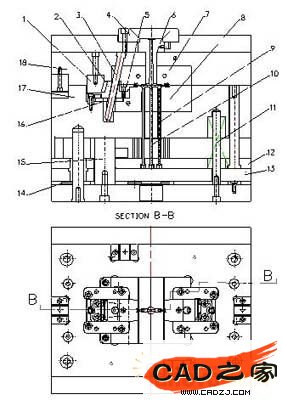
圖13模具裝配圖
1-斜楔;2-滑塊;3-斜導(dǎo)柱;4-定位環(huán);5-滑塊型芯;6-澆口套;7-定模型腔;
8-動(dòng)模型芯;9-頂針;10-拉料桿;11-復(fù)位彈簧導(dǎo)桿;12-頂針板;
13-頂針底板;14-垃圾釘;15-支撐柱;16-耐磨塊;17-B板;18-A板
2.模具材料的選擇
動(dòng)模型芯的切削量最大,表面質(zhì)量要求相對(duì)不高,選用的材料為瑞典“一勝百“的8407,這種材料的出廠硬度大概為185HB,韌性和延展性能佳,同時(shí)切削性能良好,適應(yīng)在數(shù)控銑床或加工中心加工。
為了保證塑件外表面的光潔度,定模型腔的材料選擇s136,硬度約為215HB,因?yàn)镃r含量高,可抗腐蝕,具有不銹作用,可以保證在大批量生產(chǎn)中塑件外表面的質(zhì)量。
滑塊型芯選擇大同模具鋼DC53,該種模具鋼具有良好的韌性和耐磨性,高溫回火后硬度可達(dá)HRC62,可以滿足抽芯時(shí)摩擦和碰撞對(duì)材料的要求,且退火后切削性能都要優(yōu)于skd11。
3.模具制造
由于模架已經(jīng)標(biāo)準(zhǔn)化,模具的制造主要是針對(duì)動(dòng)模型芯、定模型腔和滑塊型芯的加工。模具設(shè)計(jì)完成后,以設(shè)計(jì)得到的模型為基礎(chǔ),進(jìn)入U(xiǎn)G CAM模塊進(jìn)行數(shù)控編程。
對(duì)于模具成型零件的大多數(shù)特征,均可以采用數(shù)控銑進(jìn)行加工。只要靈活運(yùn)用UG CAM當(dāng)中的平面銑、型腔銑、固定軸曲面輪廓銑和點(diǎn)位加工方法,一般可以完成所有零件的數(shù)控銑削要求。對(duì)于模具的水道等較深的圓形孔,可以采用深孔鉆鉆削加工。而對(duì)于異形的沒(méi)有斜度或者具有一定斜度的通孔,可以采用線切割加工。對(duì)于用數(shù)控銑完成后仍然有未切削材料的零件,則要采用電火花成型來(lái)完成剩余材料的清除。
采用UGCAM的型腔銑對(duì)動(dòng)模型芯的滑塊讓位槽進(jìn)行粗加工編程得到的刀軌14如圖所示。

圖14定模型腔成型電極
本模具的動(dòng)模型芯、定模型腔和滑塊型芯,對(duì)于非成型部位均采用數(shù)控銑完成加工,對(duì)于成型部位可以采用數(shù)控銑進(jìn)行粗加工,再采用電火花成型進(jìn)行精加工來(lái)達(dá)到加工要求。其中定模型腔的電火花成型的電極模型如圖15所示。

圖15定模型腔成型電極
3.結(jié)束語(yǔ)
傳統(tǒng)的注射模具設(shè)計(jì),從模具分型到具體結(jié)構(gòu)設(shè)計(jì),均完全依靠設(shè)計(jì)者的設(shè)計(jì)經(jīng)驗(yàn)和建模經(jīng)驗(yàn),對(duì)設(shè)計(jì)者的要求較高,并且效率低下,修改不易。采用UG MoldWizard,可以讓
系統(tǒng)引導(dǎo)設(shè)計(jì)者逐步完成設(shè)計(jì)內(nèi)容,并且創(chuàng)建出來(lái)的模具與塑件產(chǎn)品參數(shù)相關(guān),這樣模具設(shè)計(jì)變得快捷、容易、修改簡(jiǎn)單。另外,UG MoldWizard用全參數(shù)的方法處理哪些在模具設(shè)計(jì)中耗時(shí)難做的部分,進(jìn)一步提高了模具設(shè)計(jì)的效率。