本文探討研究了機(jī)器人焊接系統(tǒng)的離線編程實(shí)例。
1 引言
隨著國內(nèi)航天事業(yè)飛速發(fā)展、國際衛(wèi)星發(fā)射市場競爭日趨激烈,對發(fā)動機(jī)的生產(chǎn)周期、制造成本,提出了更高的要求。為了適應(yīng)這種形勢,設(shè)法提高焊接接頭質(zhì)量及焊接接頭質(zhì)量的穩(wěn)定性,保證生產(chǎn)周期己成為當(dāng)務(wù)之急二機(jī)器人焊接系統(tǒng)的柔性優(yōu)勢正是解決這種矛盾的良好方案。
2機(jī)器人焊接存在的問題
為滿足焊接質(zhì)量的要求,對每·段都需要選擇其中一條焊縫進(jìn)行機(jī)器人編程。目前采用的編程方式為示教編程。操作人員利用示教盒控制機(jī)器人運(yùn)動,使焊槍到達(dá)完成焊接作業(yè)所需位姿,并記錄下各個示教點(diǎn)的位姿數(shù)據(jù)。隨后機(jī)器人便可以在"再現(xiàn)"狀態(tài)完成這條焊縫的焊接。
根據(jù)前期的試驗(yàn),目前存在以下兩方面問題:
(1)示教精度不穩(wěn)定,影響焊接質(zhì)量
在示教過程中,編程效果受操作人員水平及狀態(tài)的影響較大。示教時,應(yīng)盡量保證示教點(diǎn)在焊縫軌跡上,保證合適的焊槍高度,并且要保證焊槍姿態(tài)的連續(xù)變化,對操作人員的水平要求很高。另外,操作人員長時間處在高度精神集中的狀態(tài),很難保證每個示教點(diǎn)的準(zhǔn)確。從而使最終的編程精度變得不穩(wěn)定,有時還會發(fā)生焊槍與工件相碰等問題。
(2)編程時間長,焊接效率低
為了保證軌跡的精度,通常在100mm的焊縫上,需要示教50個點(diǎn),以保證焊接機(jī)器人運(yùn)行平滑及收弧點(diǎn)位置的一致。在每段的在線示教與編程中,需要2小時的時間,即整個產(chǎn)品在示教編程上需要200小時,合計(jì)在25個工作日,加大了噴管延伸段的總焊接時間。
因此,如何提高編程的效率及精度,縮短產(chǎn)品總的焊接時間,提高焊接質(zhì)量成為需要迫切解決的問題。
3機(jī)器人焊接離線編程技術(shù)
目前的機(jī)器人編程可以分為示教編程與離線編程兩種方式。在機(jī)器人所要完成的任務(wù)不很復(fù)雜,以及編程時間相對于工作時間米說比較短的情況下,示教編程是有效可行的,但在許多復(fù)雜的作業(yè)應(yīng)用中不是令人滿意。
3. 1機(jī)器人離線編程特點(diǎn)
機(jī)器人焊接離線編程及仿真技術(shù)是利用計(jì)算機(jī)圖形學(xué)的成果,在計(jì)算機(jī)中建立起機(jī)器人及其工作環(huán)境的模型,通過對圖形的控制和操作,在不使用實(shí)際機(jī)器人的情況下進(jìn)行編程,進(jìn)而產(chǎn)生機(jī)器人程序。與傳統(tǒng)的在線示教編程相比,離線編程具有如下優(yōu)點(diǎn):
a.減少機(jī)器人不工作的時間。
b.使編程者遠(yuǎn)離危險(xiǎn)的工作環(huán)境。
c.便于修改機(jī)器人程序。
d.可結(jié)合各種人工智能等技術(shù)來提高編程效率。
e.便于和CADICAM系統(tǒng)結(jié)合,做到CAD/CAM/Robotics一體化。
因此,機(jī)器人焊接離線編程及仿真是提高機(jī)器人焊接系統(tǒng)柔性化的一項(xiàng)關(guān)鍵技術(shù),是現(xiàn)代機(jī)器人焊接制造業(yè)的一個重要發(fā)展趨勢。
3. 2機(jī)器人離線編程技術(shù)現(xiàn)狀
目前國際市場上己有基于普通PC機(jī)的商用機(jī)器人離線編程軟件,如Workspace, ROBCAD, IGRIP等。
Workspace是Robot Simulations公司開發(fā)的第一個商品化的基于微機(jī)的機(jī)器人仿真與離線編程軟件。該軟件最新版木采用了ACIS作為建模核心,與一些基于微機(jī)的CAD系統(tǒng)如AutoCAD做到了很好的數(shù)據(jù)交換。
ROBCAD是美國Tecnomatix公司1986年推出的機(jī)器人CAD及仿真系統(tǒng)。短短幾年內(nèi),ROBCAD已在實(shí)際工業(yè)系統(tǒng)中得到了廣泛的應(yīng)用,美國福特、德國大眾、意大利菲亞特等多家汽車公司,美國洛克希德宇航局都使用ROBCAD進(jìn)行機(jī)器人生產(chǎn)線的設(shè)計(jì)、仿真和離線編程。
美國另一個著名的機(jī)器人離線編程與仿真軟件包是IGRIP,它是美國Deneb Robotics公司推出的交互式機(jī)器人圖形編程與仿真軟件包,主要用于機(jī)器人工作單元布置、仿真及離線編程。IGRIP可在SGI、HP, SUN等工作站上運(yùn)行。IGRIP軟件分為三個部分:IMS, GSL. GLI。此外,它還通過一個共享庫為用戶提供一些更高級的功能。國內(nèi)在機(jī)器人焊接離線編程方面,哈爾濱工業(yè)大學(xué)、北京工業(yè)大學(xué)、南京理工大學(xué)等單位開展了研究工作。其中哈爾濱丁業(yè)大學(xué)在十幾年前便開展了研究工作,研究水平在國內(nèi)處于領(lǐng)先地位,相繼開發(fā)出了RAWCAD等機(jī)器人弧焊離線編程系統(tǒng),并在一些產(chǎn)品上得到了應(yīng)用。
4機(jī)器人離線編程與仿真解決方案
開發(fā)基于SolidWorks平臺的弧焊機(jī)器人離線編程與仿真系統(tǒng),實(shí)現(xiàn)噴管延伸段焊接過程中的離線編程工作。
4. 1工作流程
a.建立噴管延伸段模胎與管子的CAD模型及機(jī)器人模型。
b.對焊縫進(jìn)行分段并編號,并針對每一段焊縫,利用離線編程系統(tǒng)進(jìn)行自動編程,包括焊槍軌跡的規(guī)
劃、焊槍姿態(tài)的規(guī)劃。
c.對編程結(jié)果進(jìn)行仿真,并根據(jù)仿真結(jié)果對規(guī)劃的位姿進(jìn)行修正。
d.對機(jī)器人坐標(biāo)系進(jìn)行標(biāo)定,使其與離線編程系統(tǒng)中的坐標(biāo)系一致。
e.將離線編程得到的程序轉(zhuǎn)換成Motoman機(jī)器人程序,并通過通訊接口或CF卡導(dǎo)入到機(jī)器人控制器中。
f.機(jī)器人利用離線編制的程序完成工件的焊接。
4. 2三點(diǎn)標(biāo)定法
三點(diǎn)標(biāo)定法,分別用到實(shí)際工件的三個特征點(diǎn)的空間坐標(biāo)和虛擬工件的三個特征點(diǎn)的空問坐標(biāo)。其中,標(biāo)簽點(diǎn)(X)為標(biāo)定用坐標(biāo)系的x軸上的一點(diǎn)標(biāo)簽點(diǎn)〔Y)為標(biāo)定用坐標(biāo)系的y軸上的一點(diǎn),標(biāo)簽點(diǎn)(o)為標(biāo)定用坐標(biāo)系的原點(diǎn)位置。
4.3實(shí)例
4.3.1標(biāo)定
進(jìn)行實(shí)際機(jī)器人的示教,將機(jī)器人焊槍示教到工件的三個特征點(diǎn)處,記錄在三個特征點(diǎn)處機(jī)器人關(guān)節(jié)角的大小,保存到文件中。再將此蘭組機(jī)器人關(guān)節(jié)角文件改寫為機(jī)器人程序文件,然后利用"編程器"的程序上載功能上載到離線編程系統(tǒng)中,在"編程器"中控制機(jī)器人單步運(yùn)動,每運(yùn)動到一點(diǎn)就將機(jī)器人末端的位置記錄到相應(yīng)的點(diǎn)中,見圖1。

此處提供了馬鞍形焊縫工件的標(biāo)定功能,標(biāo)定過程中需要六個標(biāo)簽點(diǎn),上圓三個,下圓三個。各個點(diǎn)的記錄方法和前面的三點(diǎn)標(biāo)定相同,注意圓上各點(diǎn)的記錄順序應(yīng)該相同,一般為逆時針方向。見圖2。

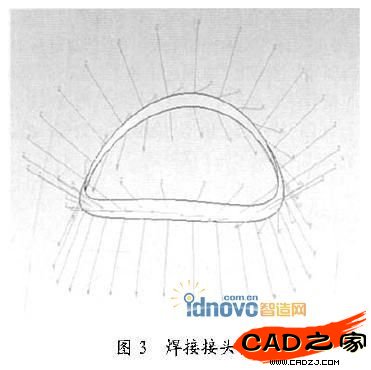
4.3.2創(chuàng)建焊接接頭特征對象
生成焊接接頭特征對象:a進(jìn)行名稱檢查;b,進(jìn)行位姿計(jì)算。目前的位姿計(jì)算只支持角焊縫,計(jì)算原理為:角焊縫的截面為近似倒三角形,整體近似三棱形,在兩個焊板相交的焊縫底部棱邊上生成焊接路徑點(diǎn),從邊上提取空間位置信息,邊在該點(diǎn)的切線方向?yàn)楹缚p點(diǎn)的X軸方向,焊縫兩個側(cè)面的法向方向的夾角方向?yàn)楹缚p點(diǎn)的Z軸方向,Y軸由X,Z叉乘得到。見圖3。
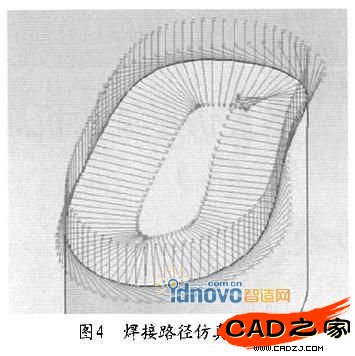
在沒有生成焊縫幾何體的情況下,生成焊接路計(jì)算原理和從焊縫幾何體生成焊縫點(diǎn)的原理相見圖4。
4.3.3噴管延伸段機(jī)器人焊接仿真
噴管延伸段機(jī)器人焊接系統(tǒng)仿真結(jié)果見圖5。

5結(jié)束語
由于采用離線編程,編程時不影響焊接機(jī)器人的正常生產(chǎn)。而且離線編程系統(tǒng)可以進(jìn)行自動編程,焊槍位置點(diǎn)的選取及焊槍姿態(tài)的過渡會很平滑,編程精度會提高。編程人員通過仿真系統(tǒng),能夠很充觀地檢查編程結(jié)果,并可以進(jìn)行人工修正。
采用這樣的離線編程系統(tǒng),能夠提高編程效率,減輕編程員的勞動強(qiáng)度,提高產(chǎn)品的生產(chǎn)率及產(chǎn)品的焊接質(zhì)量。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF