輥花設(shè)計(jì)作為冷彎型鋼孔型設(shè)計(jì)的核心內(nèi)容在冷彎成型技術(shù)中占有重要地位。在一定的軋機(jī)負(fù)荷強(qiáng)度下,對于相同的基本輥徑,如何使得板料各個(gè)道次的變形均勻是輥花設(shè)計(jì)的重要目的。它的成功與否,直接影響著最終型材斷面尺寸精度和變形缺陷的產(chǎn)生,也影響著后續(xù)的軋輥設(shè)計(jì)、生產(chǎn)成本和加工周期。
利用動力顯式有限元法對冷彎成型過程進(jìn)行仿真,從而判斷輥花設(shè)計(jì)是否合理是較好的選擇。ANSYS是一個(gè)多用途、功能強(qiáng)大的有限元分析軟件。利用其二次開發(fā)功能實(shí)現(xiàn)通過界面輸入預(yù)設(shè)輥花參數(shù),建立冷彎成型的有限元模型,并調(diào)用LSDYAN求解器對其全過程進(jìn)行仿真計(jì)算分析,可得到板料的等效塑性應(yīng)力應(yīng)變等,據(jù)此判斷輥花參數(shù)設(shè)計(jì)是否合理,對輥花進(jìn)行優(yōu)化。
1 冷彎成型有限元模擬參數(shù)和流程
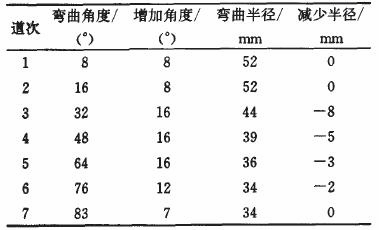
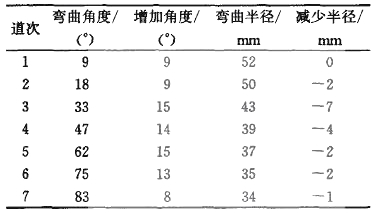
冷彎成型過程中,板材依次經(jīng)過布置在成型方向上的成型軋輥,由平面逐漸連續(xù)地彎曲成所需要的各種截面。運(yùn)用ANSYS/LSDYNA對其成型過程進(jìn)行有限元模擬,即輸入初設(shè)的冷彎輥花的配輥參數(shù),建立有限元模型進(jìn)行分析。以槽鋼為例,模擬時(shí),采用的鋼種為Q235,板料尺寸8mm×682mm,成品彎曲半徑為34mm,彎曲角度為77.1°。考慮到回彈,設(shè)計(jì)初始輥花圖(圖1)及冷彎成型輥花參數(shù)(表1)。
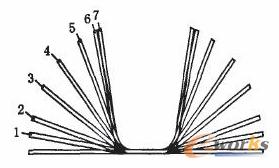
圖1 槽鋼冷彎成型輥花
表l 槽鋼初始冷彎輥花圖中性面參數(shù)
ANSYS參數(shù)化APDL語言實(shí)現(xiàn)冷彎過程參數(shù)化建模分析及輸出板料塑性應(yīng)力應(yīng)變分析的流程見圖2。
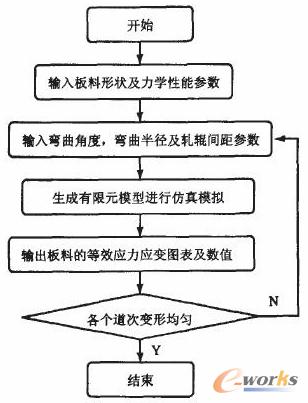
圖2 程序分析流程圖
2 冷彎成型有限元模型的建立
在ANSYS界面下,點(diǎn)擊工具欄CHANNEL按鍵,后臺自動運(yùn)行CHANNEL.MAC文件,進(jìn)行參數(shù)的初始化。通過輸入坯料寬度、厚度及力學(xué)性能參數(shù)如屈服強(qiáng)度、楊氏模量等,建立板料的模型。通過輸入每個(gè)道次的彎曲邊長、彎曲半徑及角度建立軋輥的模型。
模擬時(shí),板料材料選模型為雙線性隨動強(qiáng)化模型(BKIN),此材料模型包含有Bauschinger效應(yīng),它適用于Von Misses屈服準(zhǔn)則。
由于板料和軋輥都具有對稱性,為了節(jié)約計(jì)算成本和存儲空間,取其一半進(jìn)行模擬分析,考慮到板料在道次間變形,機(jī)架軋輥間距為800mm,給定板料的長度為1000mm。軋輥?zhàn)鳛閯傂越佑|體定義,單元采用SHELL163,通過軋輥的外圓面來代替整個(gè)軋輥,這樣減少了有限元單元的數(shù)量,能縮短計(jì)算所用機(jī)時(shí)。
定義接觸時(shí),由于板料與各個(gè)軋輥之間處于不斷的接觸、分離、再接觸的變化之中,是一個(gè)非常復(fù)雜的邊界非線性問題。因此板料與軋輥之間的接觸采用自動面面接觸(ASTS),應(yīng)用罰函數(shù)法進(jìn)行接觸控制,罰函數(shù)系數(shù)設(shè)置為0.6,此時(shí)一旦計(jì)算時(shí)發(fā)生接觸穿透現(xiàn)象,就會施加一個(gè)很大的罰函數(shù)值使其返回到接觸面進(jìn)行準(zhǔn)確的計(jì)算。板料與軋輥之間的摩擦采用的是庫侖摩擦模型,其靜動摩擦系數(shù)分別為0.2及0.1。
施加載荷時(shí),對于板料來說,只需對其對稱斷面加以對稱約束。對于軋輥,除繞軸向旋轉(zhuǎn)不加約束外,其他5個(gè)自由度約束都為零。定義板料初始速度時(shí),其初始速度應(yīng)與軋輥基本輥徑處的線速度相同。軋輥只需給它施加主動的軸向旋轉(zhuǎn)速度。例如,軋輥的角速度為2rad/s,那么把角速度乘以輥徑就是板料的初始速度。
當(dāng)設(shè)置求解時(shí),如果板料按真實(shí)的速度施加,那么計(jì)算運(yùn)行時(shí)間將是幾百小時(shí)或是上千小時(shí),這顯然不現(xiàn)實(shí)。我們可以通過增加板料的速度或通過質(zhì)量縮放等方法來減少運(yùn)行時(shí)間,但這些將減低求解精度,所以選擇合適的速度至關(guān)重要。設(shè)置完畢后,程序最終生成求解模型見圖3。#p#分頁標(biāo)題#e#
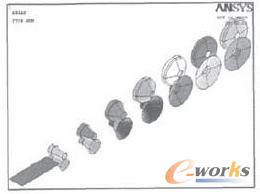
圖3 冷彎成型的有限元模型
3 冷彎模擬初始應(yīng)力應(yīng)變圖
分析求解完成后,可以自動輸出處于彎曲變形區(qū)5個(gè)位置點(diǎn)(見圖4)隨時(shí)間變化的等效塑性應(yīng)變平均值曲線(見圖5),可以由每個(gè)道次的應(yīng)變增大值判斷各道次彎曲角度及彎曲半徑分配是否合理。從圖5中可以看出變形區(qū)上位置點(diǎn)的等效塑性應(yīng)變值是隨著板料經(jīng)過每個(gè)道次時(shí)在逐漸增大。但這種增大并不是均勻的,在第四道次和第五道次時(shí)候,變形區(qū)的等效應(yīng)力增幅最大,達(dá)到0.13和0.11,分別占總變形量的26%和22%,其他道次相對較小。
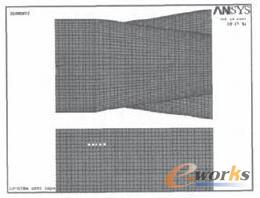
圖4 板料與軋輥1相對位置及變形區(qū)位置點(diǎn)的示意圖
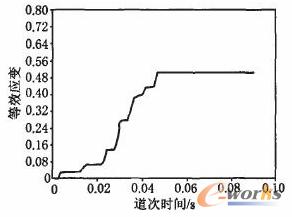
圖5 初始等效應(yīng)變平均值曲線圖
在一定的軋機(jī)負(fù)荷強(qiáng)度下,對于相同的基本輥徑,為了使得板料各個(gè)道次變形均勻,可以依此調(diào)整初設(shè)輥花參數(shù)值,對輥花進(jìn)行修正優(yōu)化。
4 冷彎模擬優(yōu)化后應(yīng)力應(yīng)變圖
由上分析結(jié)果進(jìn)行優(yōu)化,減少四五道次的角度和半徑的變化量,適當(dāng)分配到其他道次,修正參數(shù),得到槽鋼優(yōu)化后的冷彎輥花圖參數(shù),見表2。
表2 槽鋼優(yōu)化冷彎輥花圖中性面參數(shù)
重新模擬后,得到了優(yōu)化后的彎曲變形區(qū)5個(gè)位置點(diǎn)隨時(shí)間變化的等效塑性應(yīng)變平均值曲線見圖6。可以看到在四五道次的等效應(yīng)變已經(jīng)大大減少,增大量為0.06和0.09,為總應(yīng)變的14%和18%。相應(yīng)其他道次的應(yīng)變已經(jīng)增大,達(dá)到了使板料各個(gè)道次分配均勻的目的。
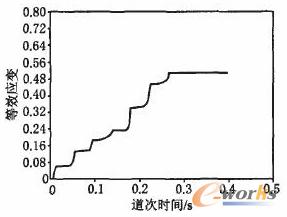
圖6 優(yōu)化后等效應(yīng)變平均值曲線圖
5 結(jié)語
在ANSYS界面下,利用ADPL語言初步實(shí)現(xiàn)了冷彎成型過程仿真,據(jù)此可判斷預(yù)設(shè)輥花各個(gè)道次彎曲角度及彎曲半徑分配是否合理。程序通過輸入預(yù)設(shè)輥花的參數(shù),自動建模運(yùn)算,得出變形后的應(yīng)力應(yīng)變圖表或數(shù)值,進(jìn)而通過人工判斷和修正輥花,使得板料各個(gè)道次的變形均勻,對生產(chǎn)合格冷彎產(chǎn)品、縮短產(chǎn)品周期有著重要作用。
雖然利用ANSYS二次開發(fā)來仿真模擬冷彎成型方法是可實(shí)現(xiàn)的,但仍存在不少問題有待解決,如擴(kuò)大產(chǎn)品范圍、提出更好的材料模型、靈活多變的道次選取、更加合理的輥型描述等等,這些都值得在以后的工作中研究。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF